双面铝箔聚氨酯复合风管制作工艺一、风管制作工艺流程此工艺过程在实际施工某些工序无需进行,比如:材料尺寸比风管单面尺寸小时方需进行拼板,制作直管就无需压弯成形,同时规格尺寸小的风管无需进行加固这道工序
以上每一道工序都与制作成型的风管质量息息相关
划线技术掌握的好可提高板材的利用率,而每一道工序的严格把关方可保证风管的粘接牢固,并保证风管的规格尺寸偏差在设计要求允许的范围之内
二、制作工艺说明风管制作工艺流程中每一道工序在施工现场中都应当配置相应的熟练工人,形成一条制作生产线,提高工作效率
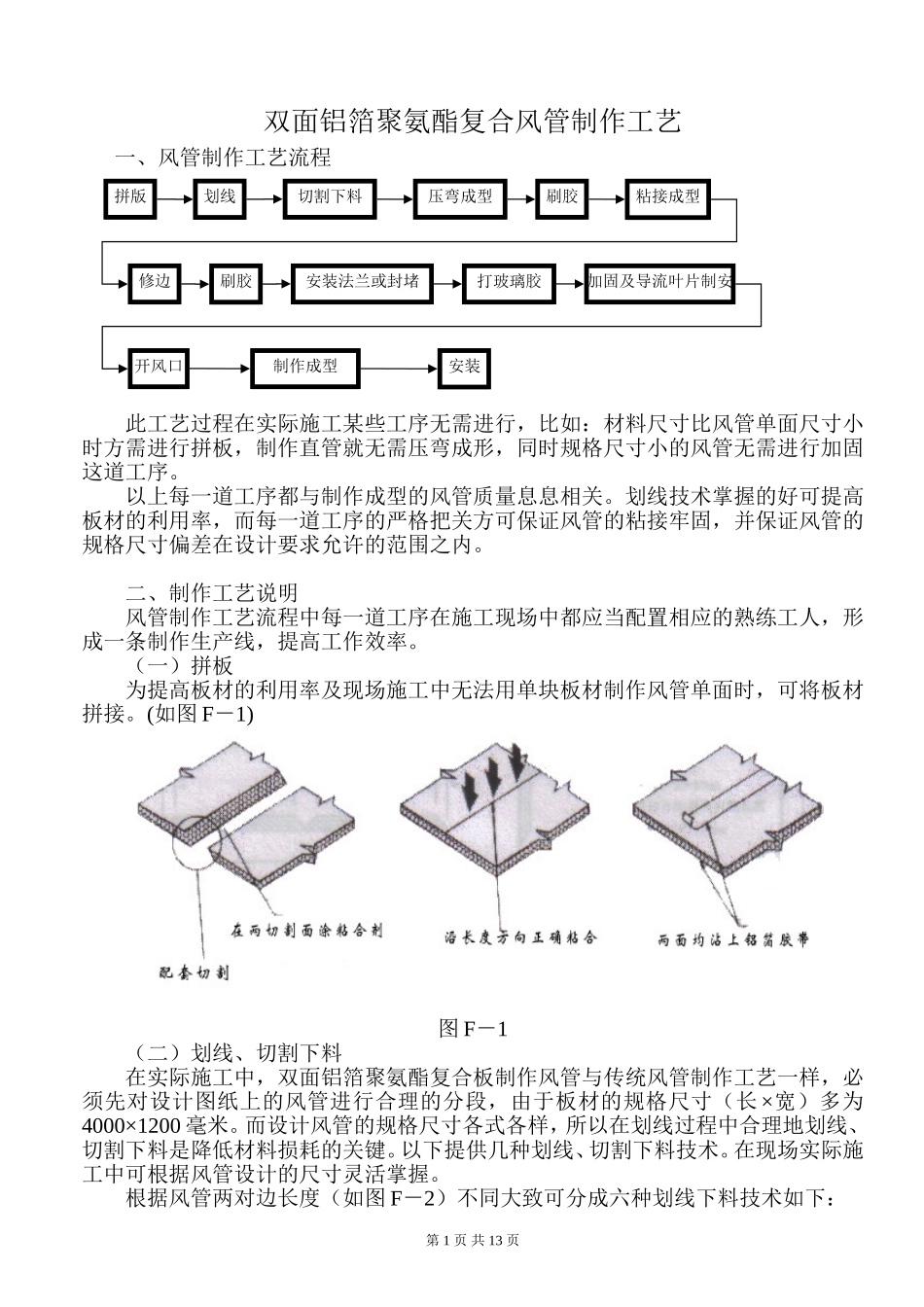
(一)拼板为提高板材的利用率及现场施工中无法用单块板材制作风管单面时,可将板材拼接
(如图F-1)图F-1(二)划线、切割下料在实际施工中,双面铝箔聚氨酯复合板制作风管与传统风管制作工艺一样,必须先对设计图纸上的风管进行合理的分段,由于板材的规格尺寸(长×宽)多为4000×1200毫米
而设计风管的规格尺寸各式各样,所以在划线过程中合理地划线、切割下料是降低材料损耗的关键
以下提供几种划线、切割下料技术
在现场实际施工中可根据风管设计的尺寸灵活掌握
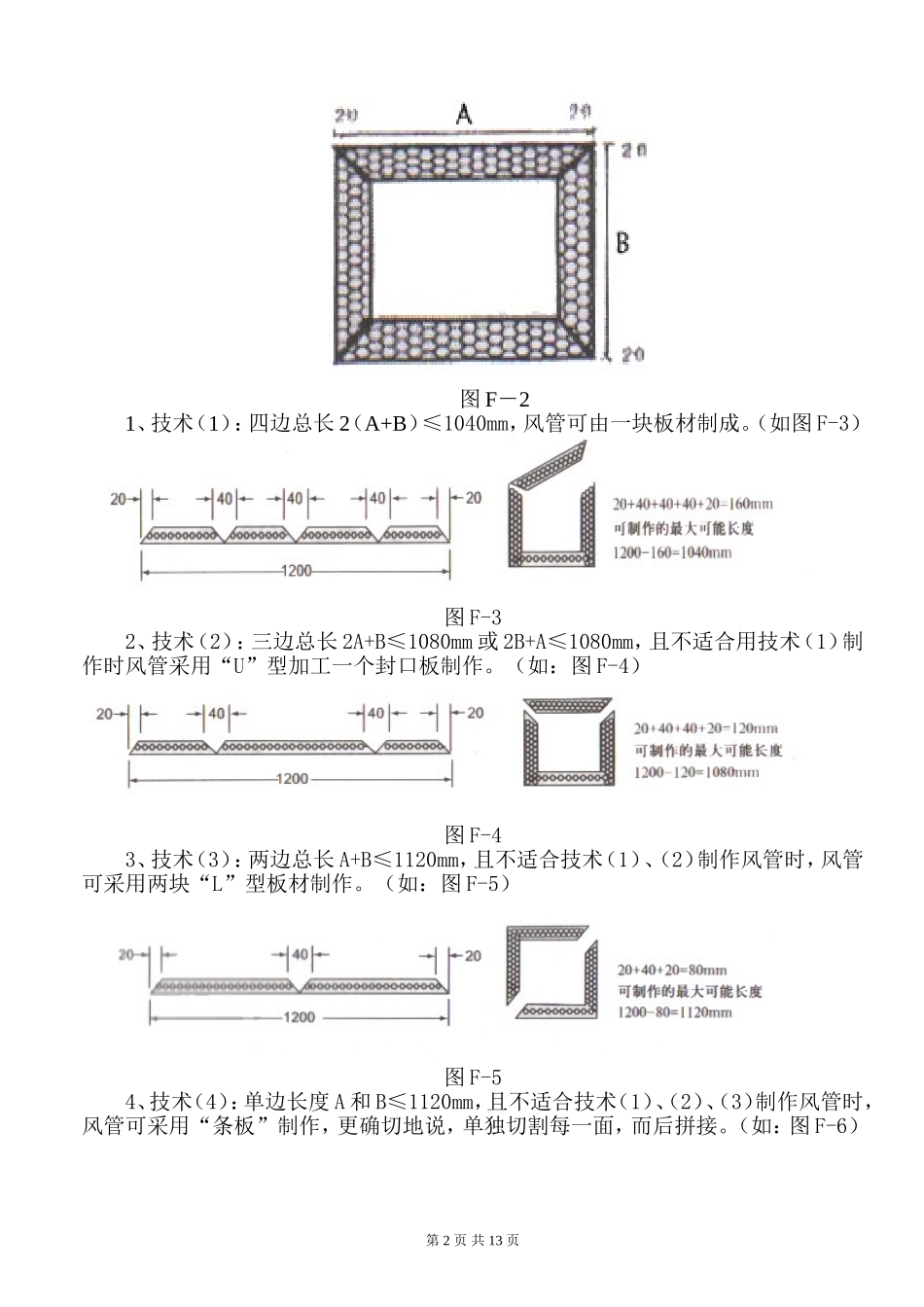
根据风管两对边长度(如图F-2)不同大致可分成六种划线下料技术如下:第1页共13页拼版划线压弯成型切割下料粘接成型刷胶修边刷胶打玻璃胶安装法兰或封堵加固及导流叶片制安开风口安装制作成型图F-21、技术(1):四边总长2(A+B)≤1040mm,风管可由一块板材制成
(如图F-3)图F-32、技术(2):三边总长2A+B≤1080mm或2B+A≤1080mm,且不适合用技术(1)制作时风管采用“U”型加工一个封口板制作
(如:图F-4)图F-43、技术(3):两边总长A+B≤1120mm,且不适合技术(1)、(2)制作风管时,风管可采用两块“L”型板材制作
(如:图F-5)图F-54、技术(4):单边长度A和B≤1120mm,且不适合技术(1)、