零件的加工精度包括精度,精度和相互位置精度三方面内容
安排在切削加工之前的,,调质等热处理工序是为了改善工件切削性能
保证装配精度的方法有,,互换装配法,分组装配法
机床技术性能的高低直接影响,以及
生产批量较大时,为了便于更换磨损的钻套,应使用钻套,当对同一孔的多次加工时(如钻孔,铰孔),应使用钻套6
机床床身上的平面,根据其精度和表面粗糙度要求的不同,可分别采用_________加工和__________加工方法
钻床加工时,主轴要承受较大的________力,但________力不大,且对_____________要求不高
封闭环确定后接着要查找各个________环,所有组成环都必须是____________尺寸
切削用量的三要素包括:__________,__________和__________
工序是指一个(或一组)工人在_______工作地点对一个(或同时对几个)工件_________完成的那一部分工艺过程
确定零件机械加工顺序的基本原则是_______、先粗后精、先主后次、_______
时间定额由______时间、______时间、布置工作地时间、休息和生理需要时间以及准备终结时间组成
计算机辅助工艺过程设计系统根据其工作原理可划分为三种类型:派生14
式(样件法)、_______式和______式
(5)加工原理误差是指由于采用了近似的_______或近似的进行加工所产生的误差
(6)刀具使用寿命(耐用度)是指刀具从开始切削至达到________为止所使用的_________
(7)X—R图的横坐标是按时间先后采集的样组序号,纵坐标分别为样组的18
________和________
(8)工艺系统内部热源主要来自_______热和________热
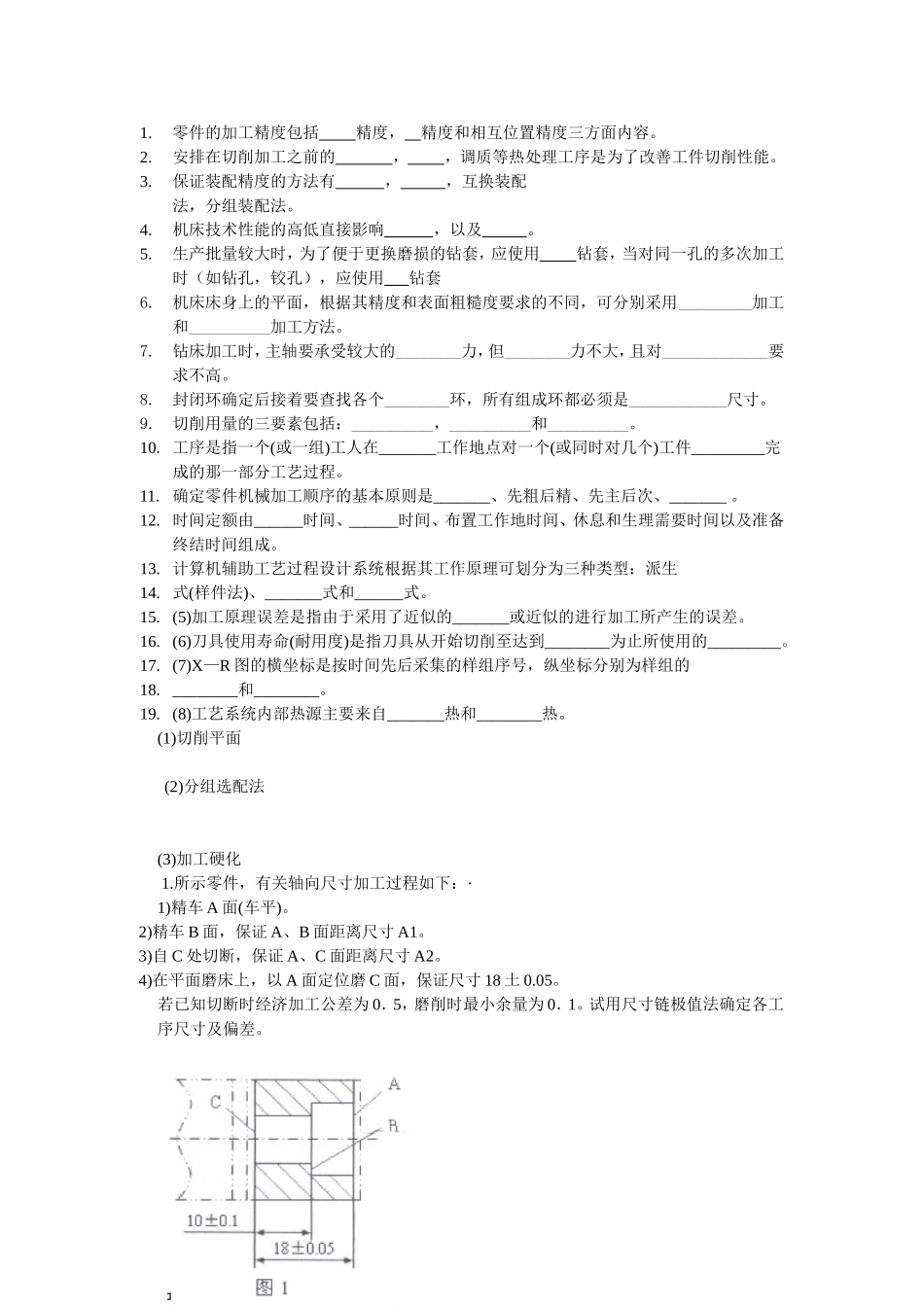
(1)切削平面(2)分