P型挤压锚具工程应用要点一、概述P型挤压锚具是在钢绞线头部套上挤压套,通过专用机具挤压,使挤压套产生塑性变形后握紧钢绞线,钢绞线的张接力通过挤压套由专用垫板传递给构件
由于它不便张拉,因此常作为固定端锚具进行应用
OVM公司生产的P型锚具根据结构形式的不同分为固定端P型锚具和固定端圆P型锚具
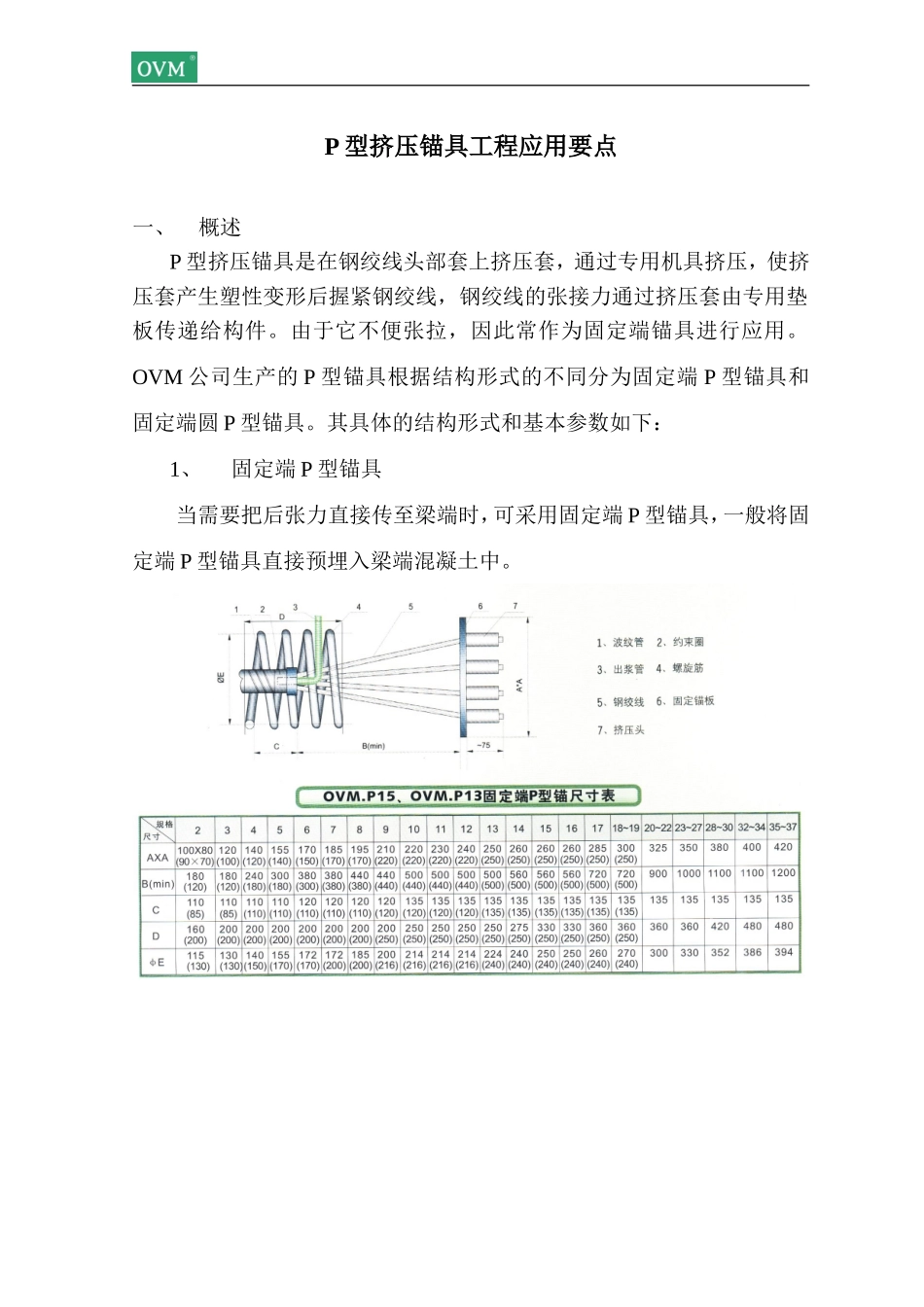
其具体的结构形式和基本参数如下:1、固定端P型锚具当需要把后张力直接传至梁端时,可采用固定端P型锚具,一般将固定端P型锚具直接预埋入梁端混凝土中
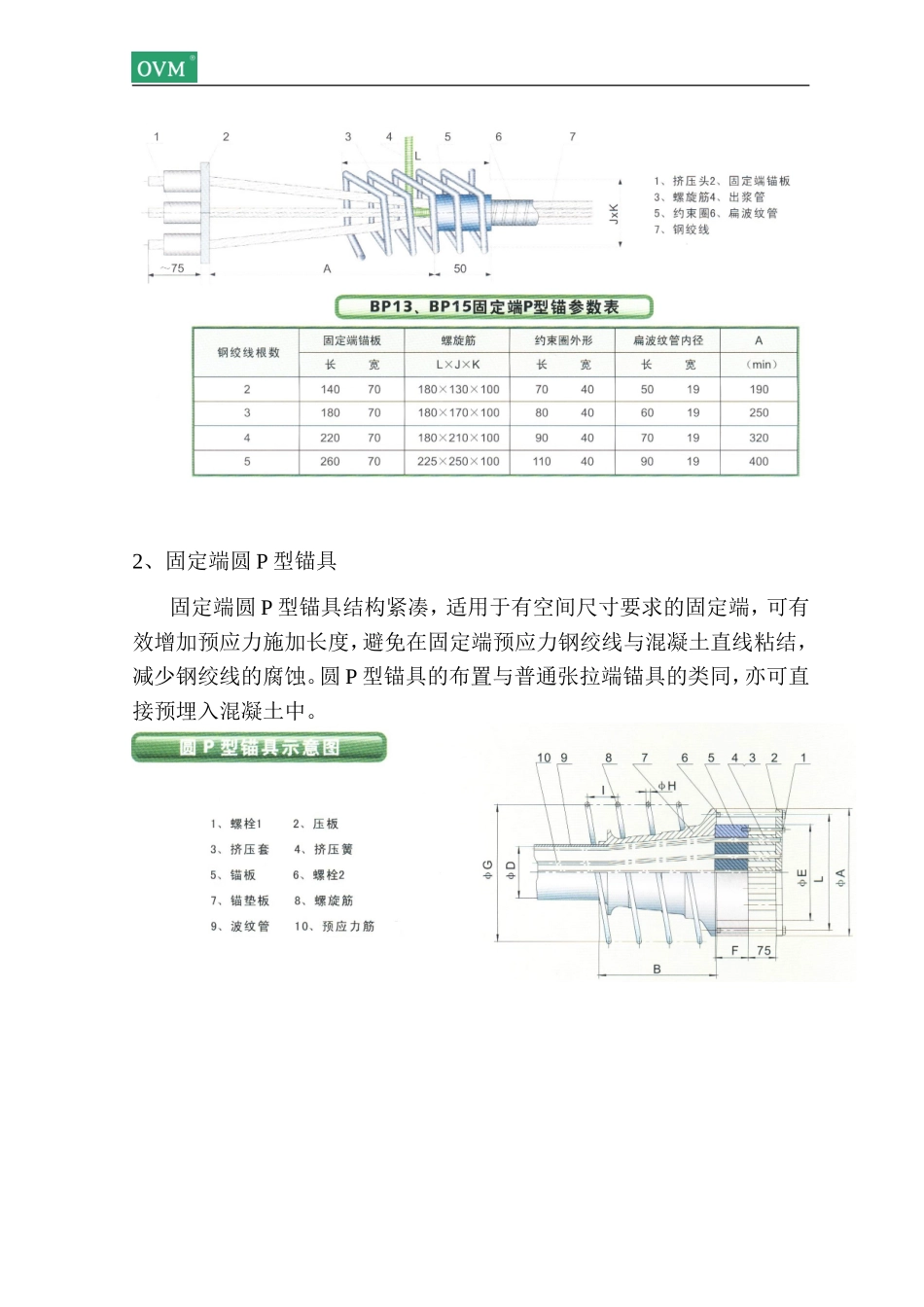
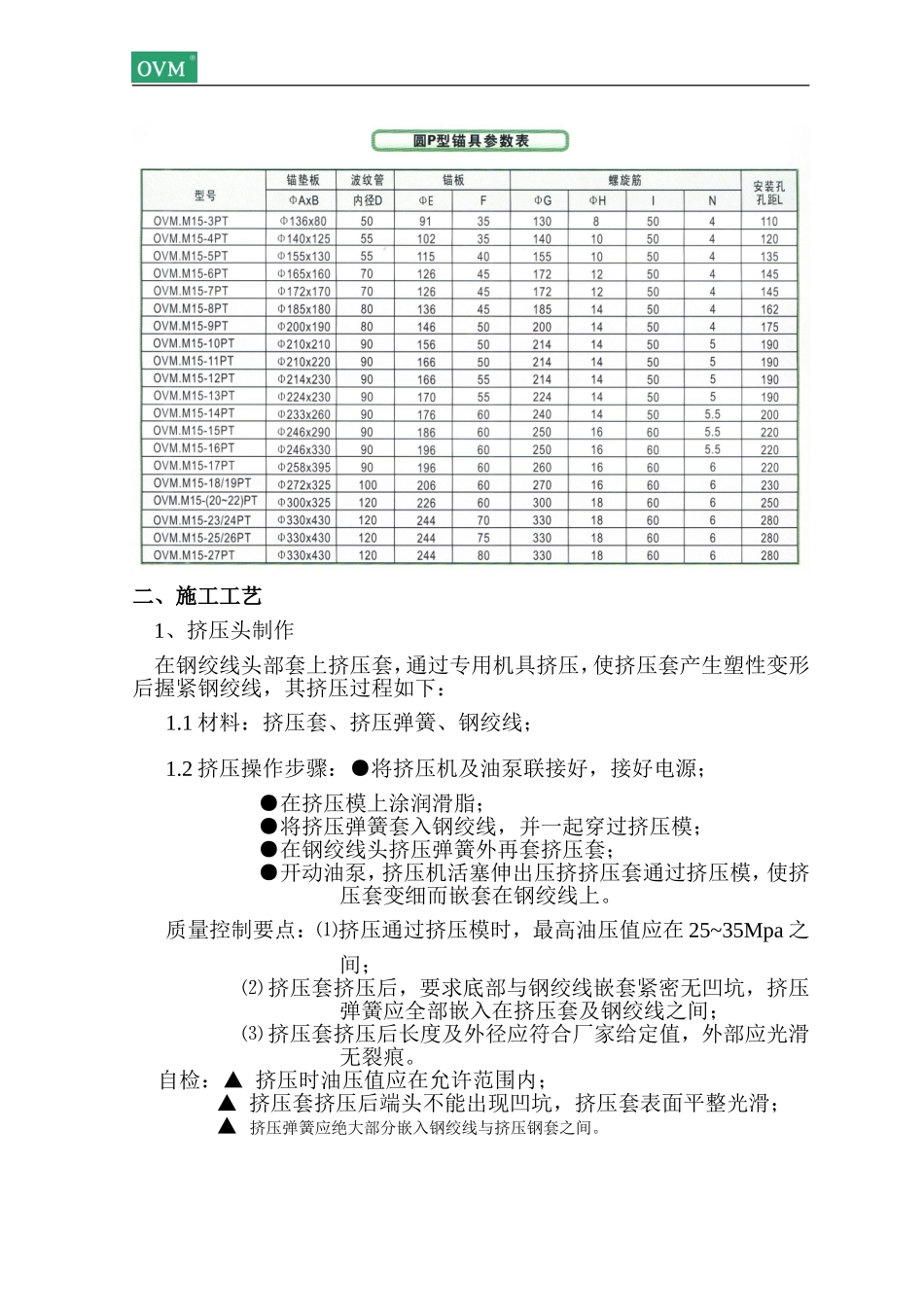
2、固定端圆P型锚具固定端圆P型锚具结构紧凑,适用于有空间尺寸要求的固定端,可有效增加预应力施加长度,避免在固定端预应力钢绞线与混凝土直线粘结,减少钢绞线的腐蚀
圆P型锚具的布置与普通张拉端锚具的类同,亦可直接预埋入混凝土中
二、施工工艺1、挤压头制作在钢绞线头部套上挤压套,通过专用机具挤压,使挤压套产生塑性变形后握紧钢绞线,其挤压过程如下:1
1材料:挤压套、挤压弹簧、钢绞线;1
2挤压操作步骤:●将挤压机及油泵联接好,接好电源;●在挤压模上涂润滑脂;●将挤压弹簧套入钢绞线,并一起穿过挤压模;●在钢绞线头挤压弹簧外再套挤压套;●开动油泵,挤压机活塞伸出压挤挤压套通过挤压模,使挤压套变细而嵌套在钢绞线上
质量控制要点:⑴挤压通过挤压模时,最高油压值应在25~35Mpa之间;⑵挤压套挤压后,要求底部与钢绞线嵌套紧密无凹坑,挤压弹簧应全部嵌入在挤压套及钢绞线之间;⑶挤压套挤压后长度及外径应符合厂家给定值,外部应光滑无裂痕
自检:▲挤压时油压值应在允许范围内;▲挤压套挤压后端头不能出现凹坑,挤压套表面平整光滑;▲挤压弹簧应绝大部分嵌入钢绞线与挤压钢套之间
2、固定端P型锚具安装将固定端P型锚具按示意图组装好:安装定位波纹管、约束圈和螺旋筋,将挤压好挤压头的钢绞线依次穿入固定锚板安装孔位,并将钢绞线单根或整束穿过波纹管(亦可在穿好钢绞线后在工地现场进