第一章德国施密特公司铝热焊工艺一准备工作1
了解钢轨型号、类别,正确选择焊剂
到施工现场前对焊接工具、材料专人清点
对施工设备、可燃气瓶进行检查,确保使用安全可靠
焊接钢轨两侧15米范围内必须严格按规定上紧扣件,确保焊接时轨缝间隙不得发生移动,影响焊接质量,甚至发生钢水泄漏
二轨端除锈去污1
检查钢轨是否有损伤,母材如有缺口将使焊接合格率降低
对焊接钢轨端部、两侧和轨底进行打磨除锈,打磨范围为50mm(见图一、图二)
打磨完成后,轨头端部边缘需倒角1x45度4
必须对钢轨两端一米范围内进行烘干
注意:特别要重视轨底的清洁和干燥
0图10-1打磨除锈图10-2打磨除锈图10-4预热枪支座三对轨1
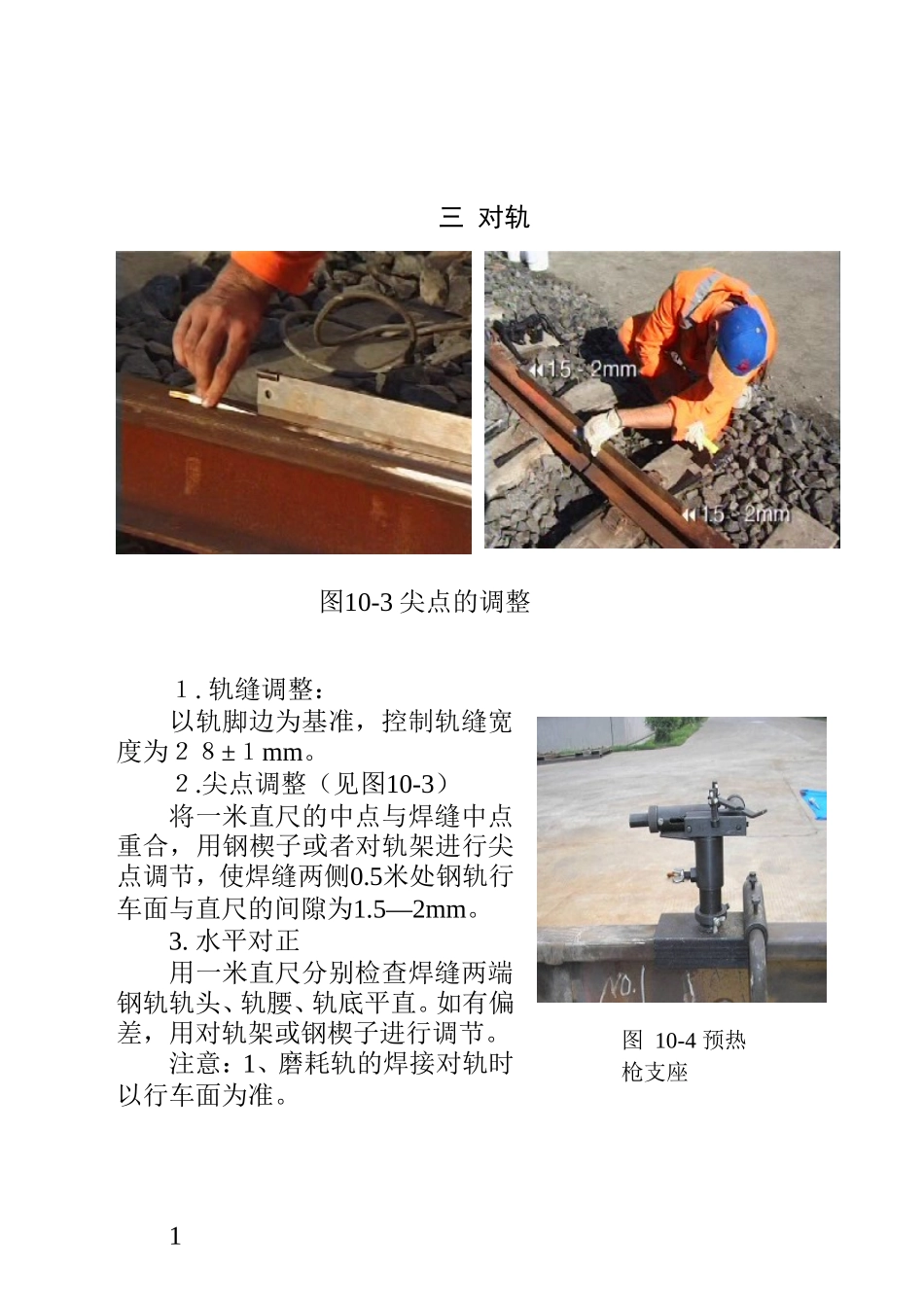
轨缝调整:以轨脚边为基准,控制轨缝宽度为28±1mm
尖点调整(见图10-3)将一米直尺的中点与焊缝中点重合,用钢楔子或者对轨架进行尖点调节,使焊缝两侧0
5米处钢轨行车面与直尺的间隙为1
水平对正用一米直尺分别检查焊缝两端钢轨轨头、轨腰、轨底平直
如有偏差,用对轨架或钢楔子进行调节
注意:1、磨耗轨的焊接对轨时以行车面为准
1图10-3尖点的调整2、对轨非常重要,可防止钢水泄漏
四夹具安装1
夹具安装要与轨面平行
预热枪支座:可以在预热过程中,根据需要调整预热枪前后左右位置(见图10-4)
在调节预热枪高度时,首先调节预热枪与轨面平行
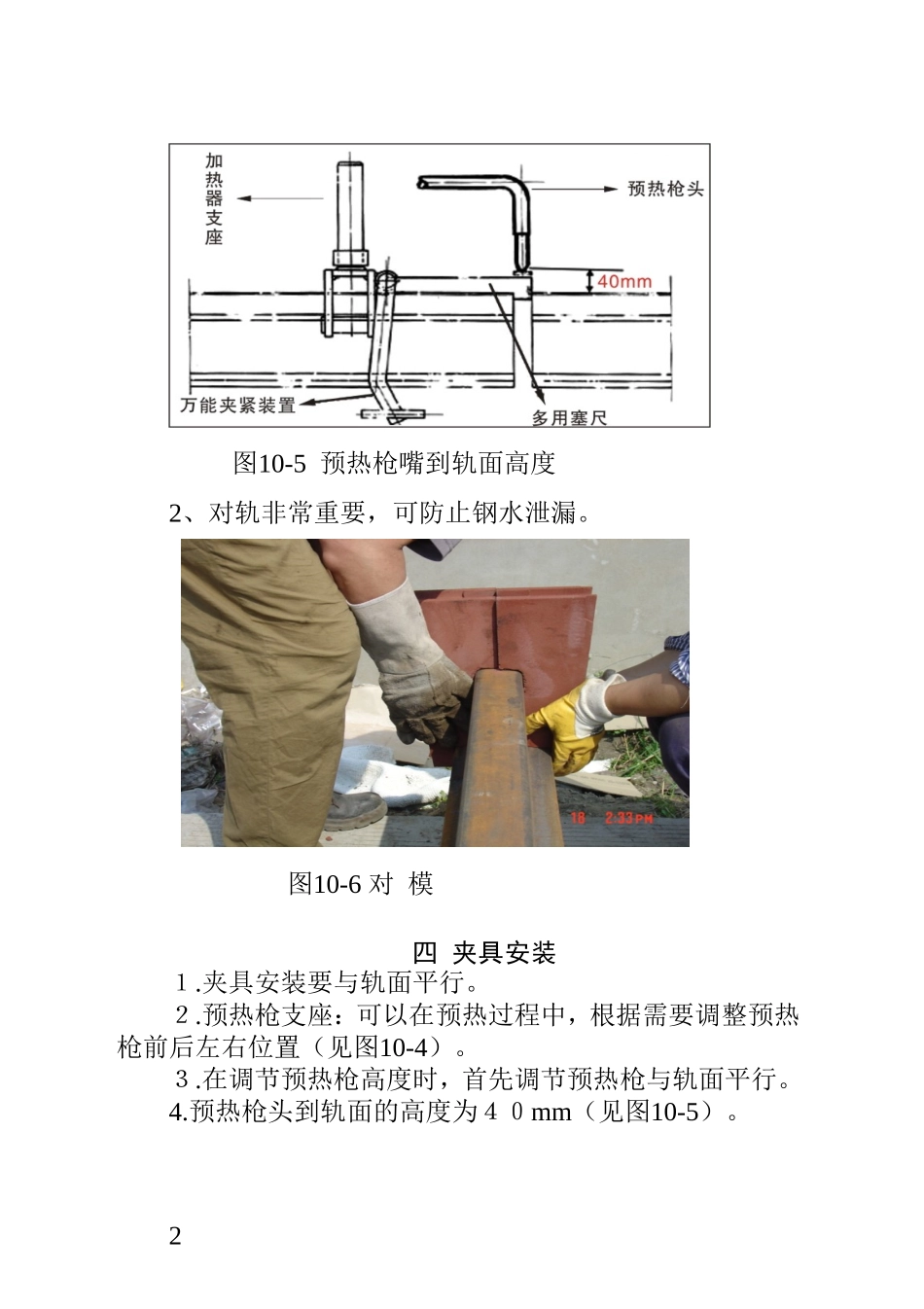
预热枪头到轨面的高度为40mm(见图10-5)
2图10-5预热枪嘴到轨面高度图10-6对模5
多用塞尺的作用:调节预热枪高度.确定夹具安装位置.测量焊缝的宽度.五砂模的安装A:砂模的安装1.观看砂型的外表有无裂痕或受潮,如有裂痕或受潮则砂型不能使用
2.对砂模浇注孔浮砂清理,防止表面浮砂受高温脱落
3.将两片砂模贴在钢轨上进行单磨和对磨,使砂型与钢轨几何尺寸密贴(见图七)
4.将磨好的砂模套上侧模