48第三节质量控制一、镀锌板板形的控制带钢平直度是顾客的重要质量要求,平直的带钢平整后很容易加工
这样薄板消费者就提高了加工速度
、原料板形的影响取决于轧制的控制
、炉温和张力的控制为了保证加热和均热的效果,对于该段主要是控制燃气的流量和带钢运行的速度,从而确保加热与均热的温度和时间
保证带钢的温度均匀,有高张力及良好的对中性
因此必须控制电加热的功率和纠偏的精度
为了保证带钢在退火炉中稳定运行,必须保证带钢在炉内张力的精准性,严格按照设定的张力表进行控制
同时还必须保证带钢在炉内的对中性,因此要对炉内的带钢勤加观察,适时的进行调节
一般经过退火工艺很大程度上减少了由轧机造成的不平直度,但该不平直度必须经过拉矫得到改善
、光整和拉矫的使用大多数平直度缺陷引起长度方向上浪形,浪形会出现在带钢宽度的任何地方
浪形按照出现位置和程度的不同,可分开边浪、中浪、纵弯和横弯
当发现镀锌带钢板形不良时,应通过辊组之间的矫直机和光整机来改善
按产品不同可以达到最大的设定延伸率
平整延伸率和拉矫延伸率的总数对板形来说时起决定性的作用
拉伸弯曲矫直的作用热镀锌薄板不管作什么用途,总是希望它具有一个平坦的表面
但是,冷轧薄板经过热镀锌之后,由于在连续退火炉中加热的不均匀性和机械传动的缘故,往往会呈现出不佳的板形
例如:带钢边部延伸比中部延伸大时不形成浪边;边部延伸比中部延伸小时就形成瓢曲
为了便于以后的使用加工,人们创造了多种矫直方法其中最有效的是拉伸弯曲矫49直法
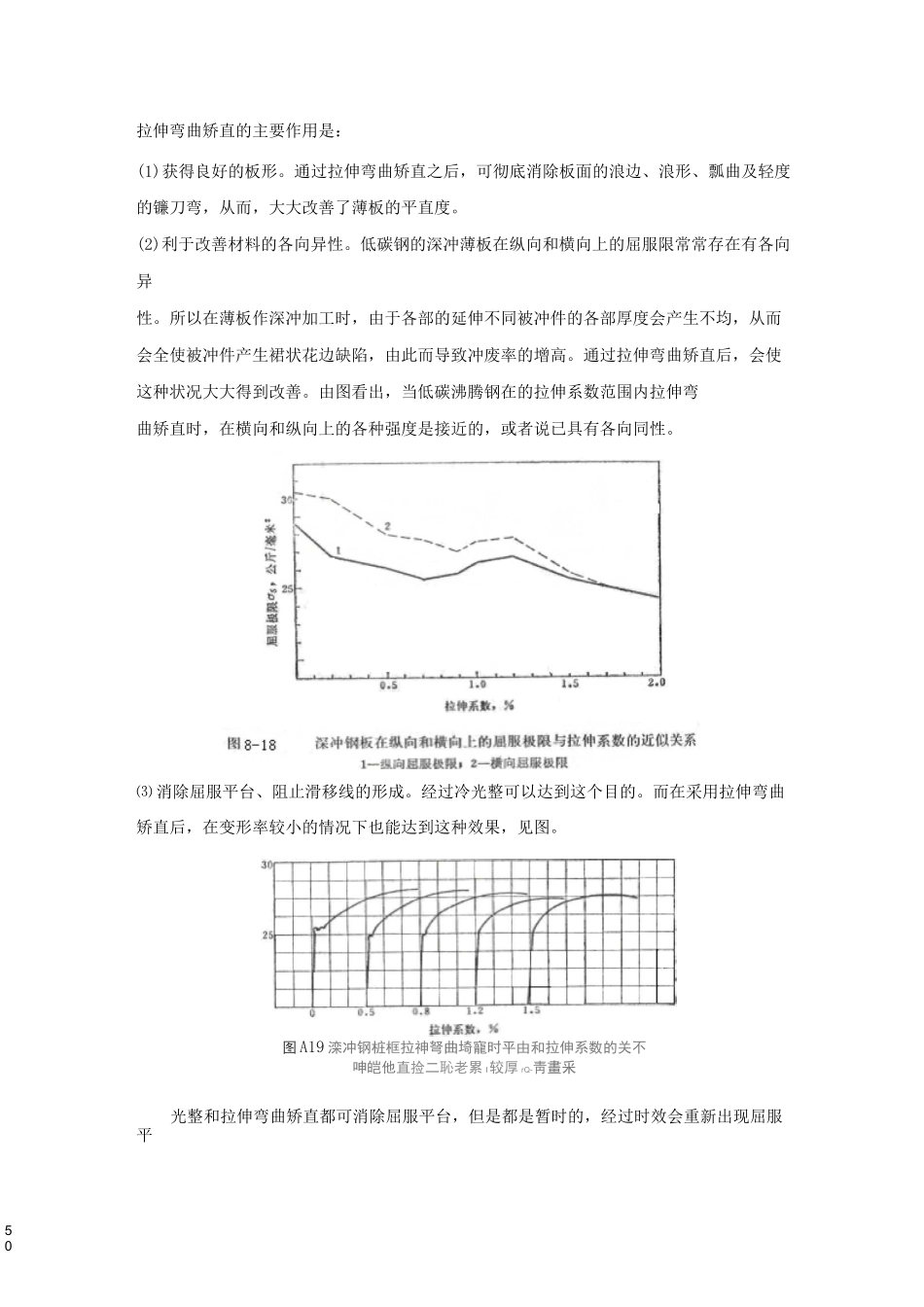
j50拉伸弯曲矫直的主要作用是:(1)获得良好的板形
通过拉伸弯曲矫直之后,可彻底消除板面的浪边、浪形、瓢曲及轻度的镰刀弯,从而,大大改善了薄板的平直度
(2)利于改善材料的各向异性
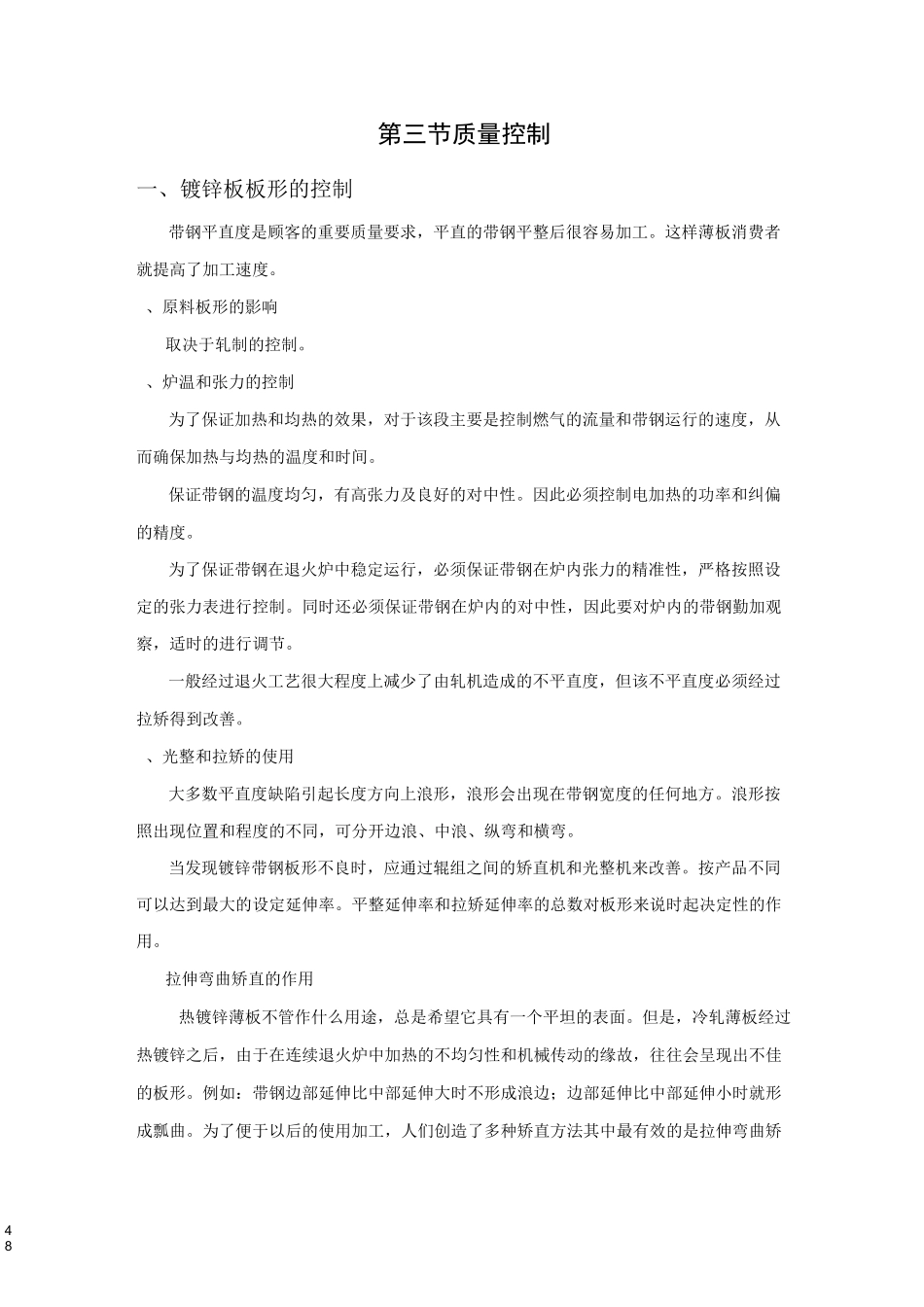
低碳钢的深冲薄板在纵向和横向上的屈服限常常存在有各向异性
所以在薄板作深冲加工时,由于各部的延伸不同被冲件的各部厚度会产生不均,从而会全使被冲件产生裙