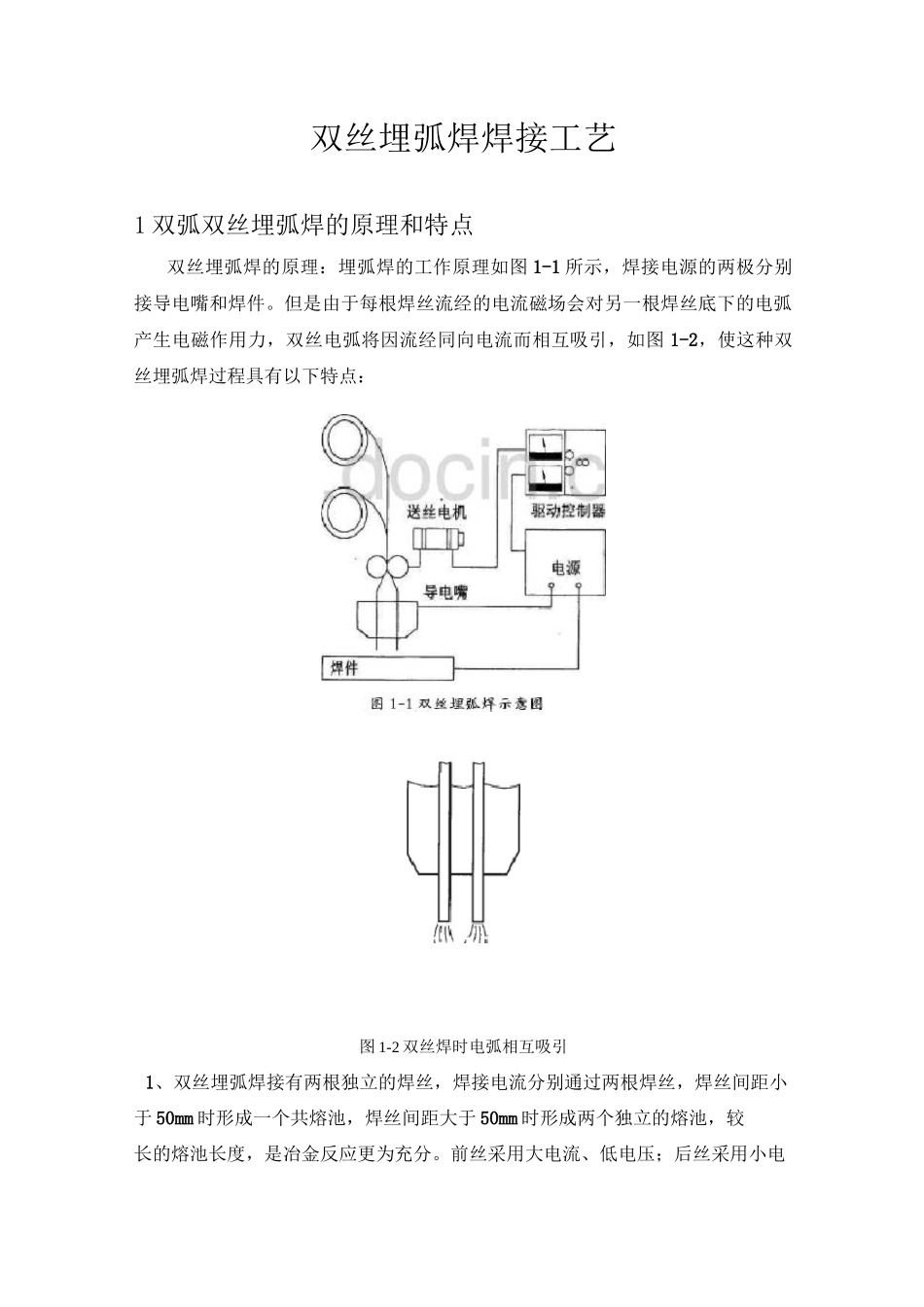
双丝埋弧焊焊接工艺1双弧双丝埋弧焊的原理和特点双丝埋弧焊的原理:埋弧焊的工作原理如图1-1所示,焊接电源的两极分别接导电嘴和焊件
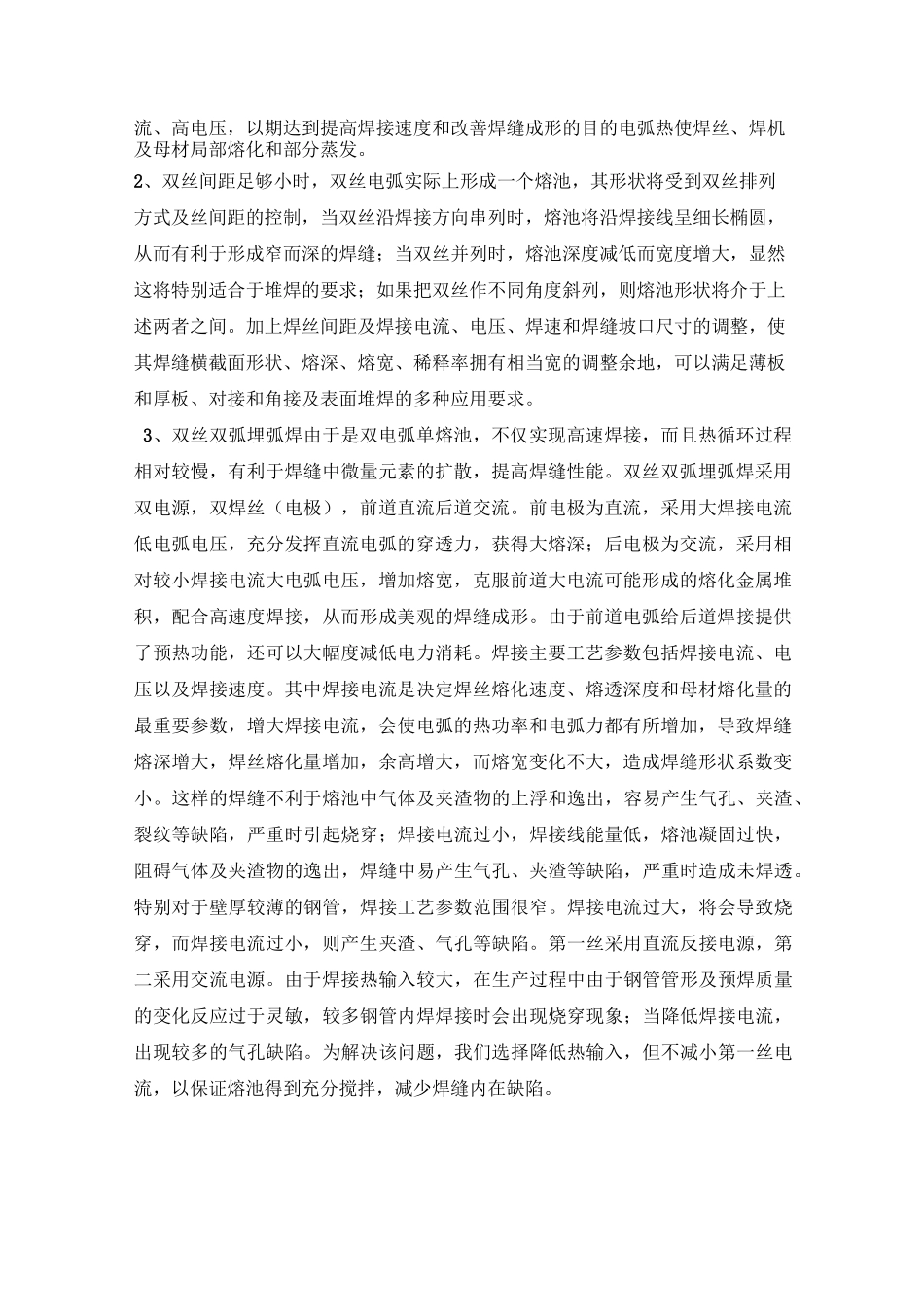
但是由于每根焊丝流经的电流磁场会对另一根焊丝底下的电弧产生电磁作用力,双丝电弧将因流经同向电流而相互吸引,如图1-2,使这种双丝埋弧焊过程具有以下特点:图1-2双丝焊时电弧相互吸引1、双丝埋弧焊接有两根独立的焊丝,焊接电流分别通过两根焊丝,焊丝间距小于50mm时形成一个共熔池,焊丝间距大于50mm时形成两个独立的熔池,较长的熔池长度,是冶金反应更为充分
前丝采用大电流、低电压;后丝采用小电流、高电压,以期达到提高焊接速度和改善焊缝成形的目的电弧热使焊丝、焊机及母材局部熔化和部分蒸发
2、双丝间距足够小时,双丝电弧实际上形成一个熔池,其形状将受到双丝排列方式及丝间距的控制,当双丝沿焊接方向串列时,熔池将沿焊接线呈细长椭圆,从而有利于形成窄而深的焊缝;当双丝并列时,熔池深度减低而宽度增大,显然这将特别适合于堆焊的要求;如果把双丝作不同角度斜列,则熔池形状将介于上述两者之间
加上焊丝间距及焊接电流、电压、焊速和焊缝坡口尺寸的调整,使其焊缝横截面形状、熔深、熔宽、稀释率拥有相当宽的调整余地,可以满足薄板和厚板、对接和角接及表面堆焊的多种应用要求
3、双丝双弧埋弧焊由于是双电弧单熔池,不仅实现高速焊接,而且热循环过程相对较慢,有利于焊缝中微量元素的扩散,提高焊缝性能
双丝双弧埋弧焊采用双电源,双焊丝(电极),前道直流后道交流
前电极为直流,采用大焊接电流低电弧电压,充分发挥直流电弧的穿透力,获得大熔深;后电极为交流,采用相对较小焊接电流大电弧电压,增加熔宽,克服前道大电流可能形成的熔化金属堆积,配合高速度焊接,从而形成美观的焊缝成形
由于前道电弧给后道焊接提供了预热功能,还可以大幅度减低电力消耗
焊接主要工艺参数包括焊接电流、电压以及焊接速度
其中焊接电流