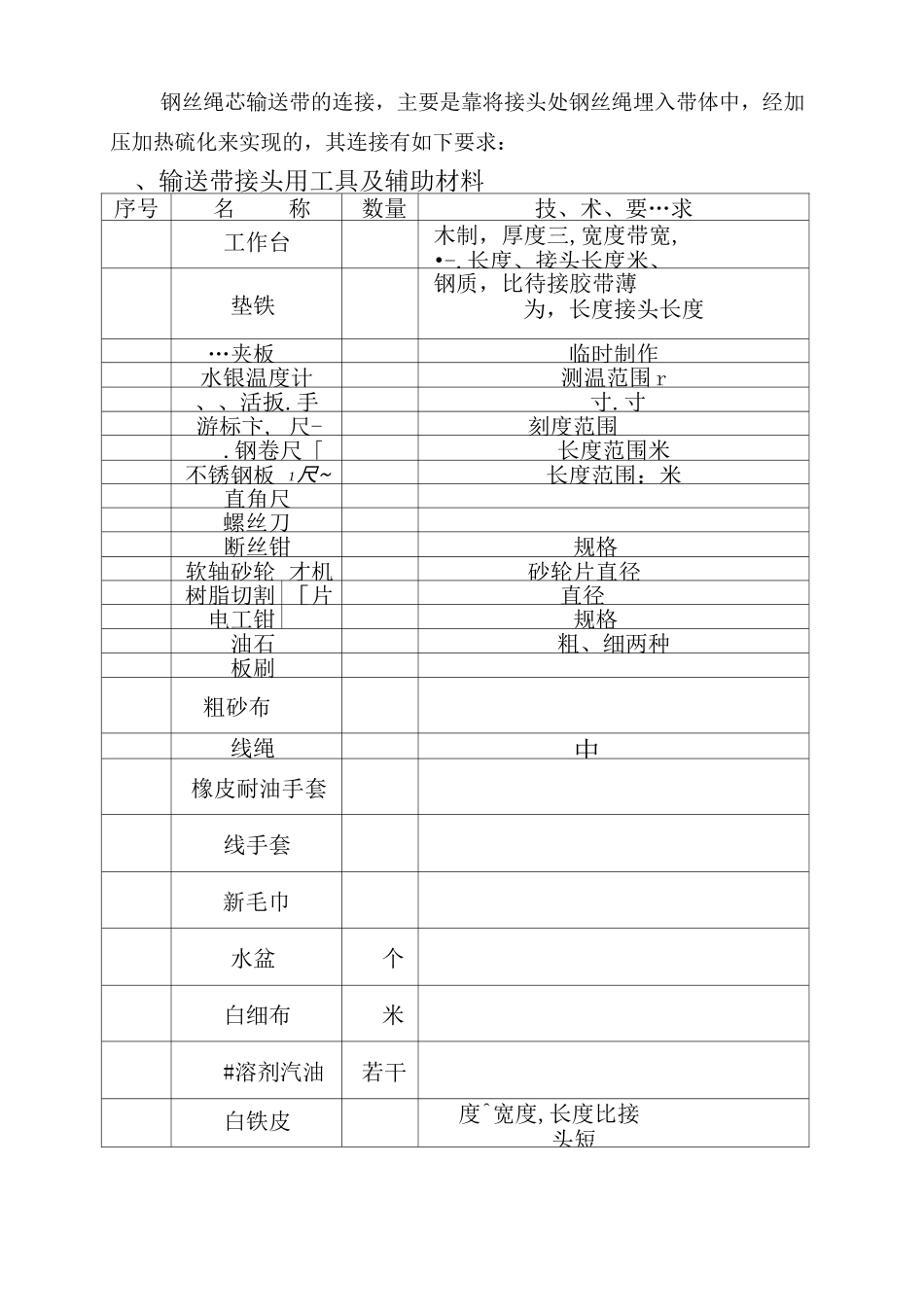
钢丝绳芯输送带接头工艺目录一、输送带接头用工具及辅助材料1二、硫化胶接用胶料与胶浆2三、硫化胶接工艺流程2四、胶接工艺规程五、具体胶接形式及操作钢丝绳芯输送带的连接,主要是靠将接头处钢丝绳埋入带体中,经加压加热硫化来实现的,其连接有如下要求:、输送带接头用工具及辅助材料序号名称数量技、术、要…求工作台木制,厚度三,宽度带宽,•-
长度、接头长度米、垫铁钢质,比待接胶带薄为,长度接头长度…夹板临时制作水银温度计测温范围r、、活扳
寸游标卞,尺-刻度范围
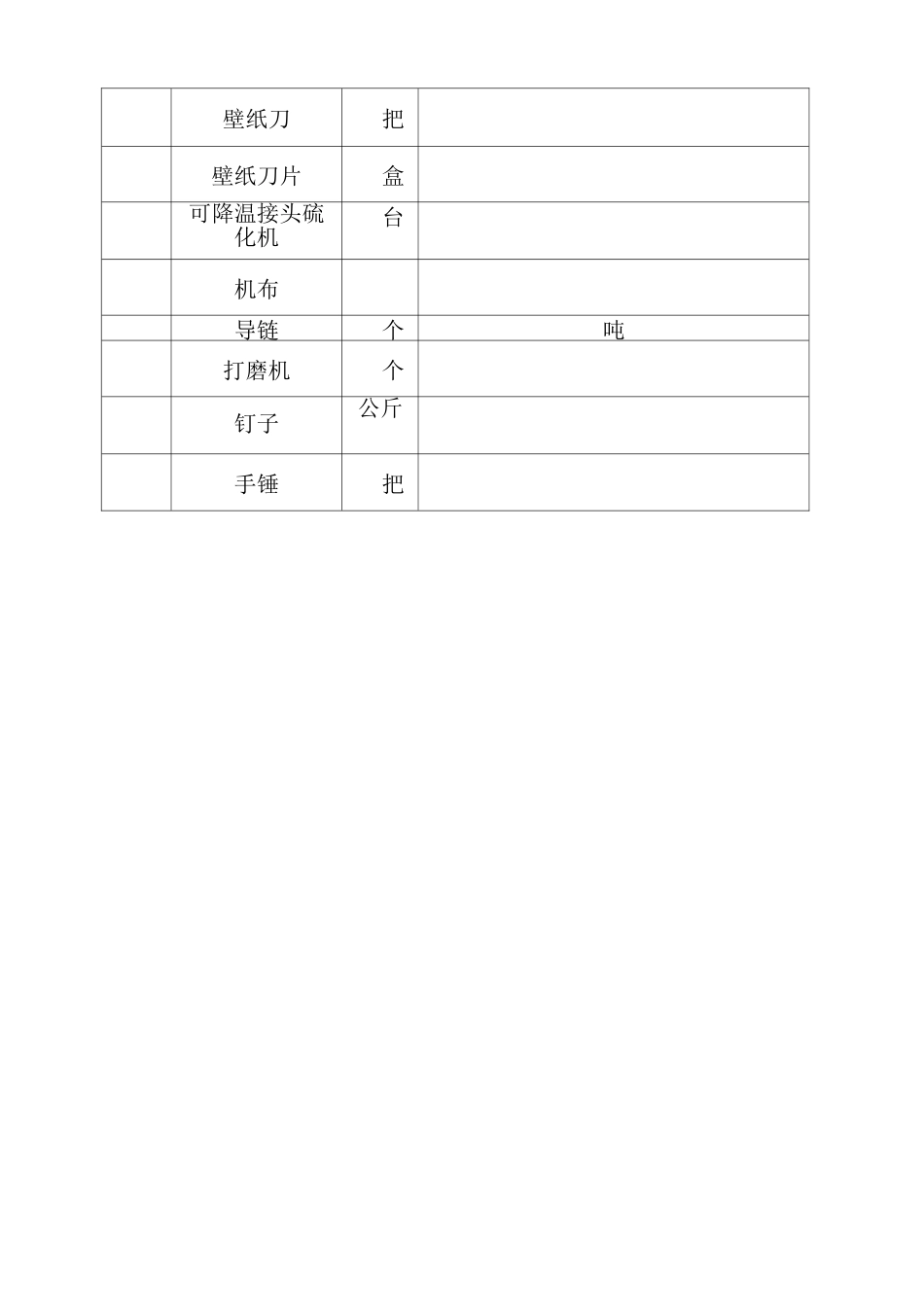
钢卷尺「长度范围米不锈钢板1尺~长度范围:米直角尺螺丝刀断丝钳规格软轴砂轮才机砂轮片直径树脂切割[片直径电工钳规格油石粗、细两种板刷粗砂布线绳中橡皮耐油手套线手套新毛巾水盆个白细布米#溶剂汽油若干白铁皮度^宽度,长度比接头短壁纸刀把壁纸刀片盒可降温接头硫化机台机布导链个吨打磨机个钉子公斤手锤把二、硫化胶接用胶料与胶浆
系列与系列钢丝绳芯输送带胶接用覆盖胶、芯胶的编号、规格、数量全部按厂家提供为准
胶浆的配制:配制时用芯胶破成碎块,放入溶剂汽油浸泡搅溶
配比,胶料:汽油:(重量比)胶浆一般在使用前三天备制
配制方法:将胶料剪成小碎块放入汽油中,经常搅拌至完全溶解成为均匀的糊状为止
每次搅拌后,要将盛胶浆的桶盖好,防止汽油过量挥发
三、硫化胶接工艺流程:四、胶接工艺规程:
作业程序及作法
()标记中心线:作法是:找出输送带长度方向三个相互距离大于的宽度中心点,并连成一条直线,这就是胶带的一端中心线
如此定出三个中心点不在同一条直线上则须重新再找三个点相连,并验证其同线性,直到作出三点位于一线的中心线为止
()画出接头线:按照已确定的接头型式,在两个带头上画出接头线
丿带头IJ"JL带头d7r1二/LsrLs——I-说明:两带头都做成斜角斜度为带宽;中心线要对正无误
()带头剥开:先用刀将钢丝绳带两侧边胶割掉,按画好的尺寸