埋弧自动焊工艺守则1
1本守则适用于我公司起重机桥架及其他钢结构件的埋弧自动焊焊接;1
2本守则与上级颁发的有关技术文件共同配合使用,如本守则与上级文件、标准、设计文件或专用工艺文件相抵触时,应按上述文件规定执行
1起重机桥架及其他钢结构件的焊接工作,必须由经考试合格的焊工担任,考试规则参照JGJ81-2002《建筑钢结构规定焊接技术规程》
2施焊前,焊工必须了解产品的钢种,焊接材料、焊接工艺要点、焊接设备的性能、技术参数,严格执行有关焊接规程、标准、技术文件和焊接工艺卡
3施焊后,焊工应对所施焊缝坚持自检制度,并接受质管部门对产品检验、审定、验收工作,按规定打上自己的钢印或做好标记
焊前准备埋弧自动焊焊前准备遵守如下几点:3
1首次使用的新钢种,新焊接材料或新工艺时,以及改变已经工艺评定合格的焊接工艺,均应在产品施焊前进行焊接工艺评定
2坡品型式,一般采用机械加工相对应坡口,如图纸及焊接工艺卡均未规定时,坡口型式按GB986-88《埋弧焊焊缝坡口的基本形式与尺寸》准备,工件坡口可机加工,也可气割开坡口,按规定进行检验合格后,方可进行组装定位焊
3定位焊所用之焊条,必须与产品钢号相匹配
4定位焊缝参考尺寸如下表:定位焊缝高度b焊缝长度间距0
75δ≤b≤610~70mm100~300mm3
5严禁在非焊接部位起弧,电弧不得擦伤工件表面,对接焊缝两端必须带引弧板和引出板,严禁在产品上引弧和收弧
引弧板和引出板的材质、厚度、坡口型式应与产品相同,其尺寸长150mm,两板对接宽度为150mm,若带产品试板,可代替其中之一
6施焊前,必须进行定机试车和试板焊接,调整为焊接参数,达到规定完好要求,方可正式焊接产品
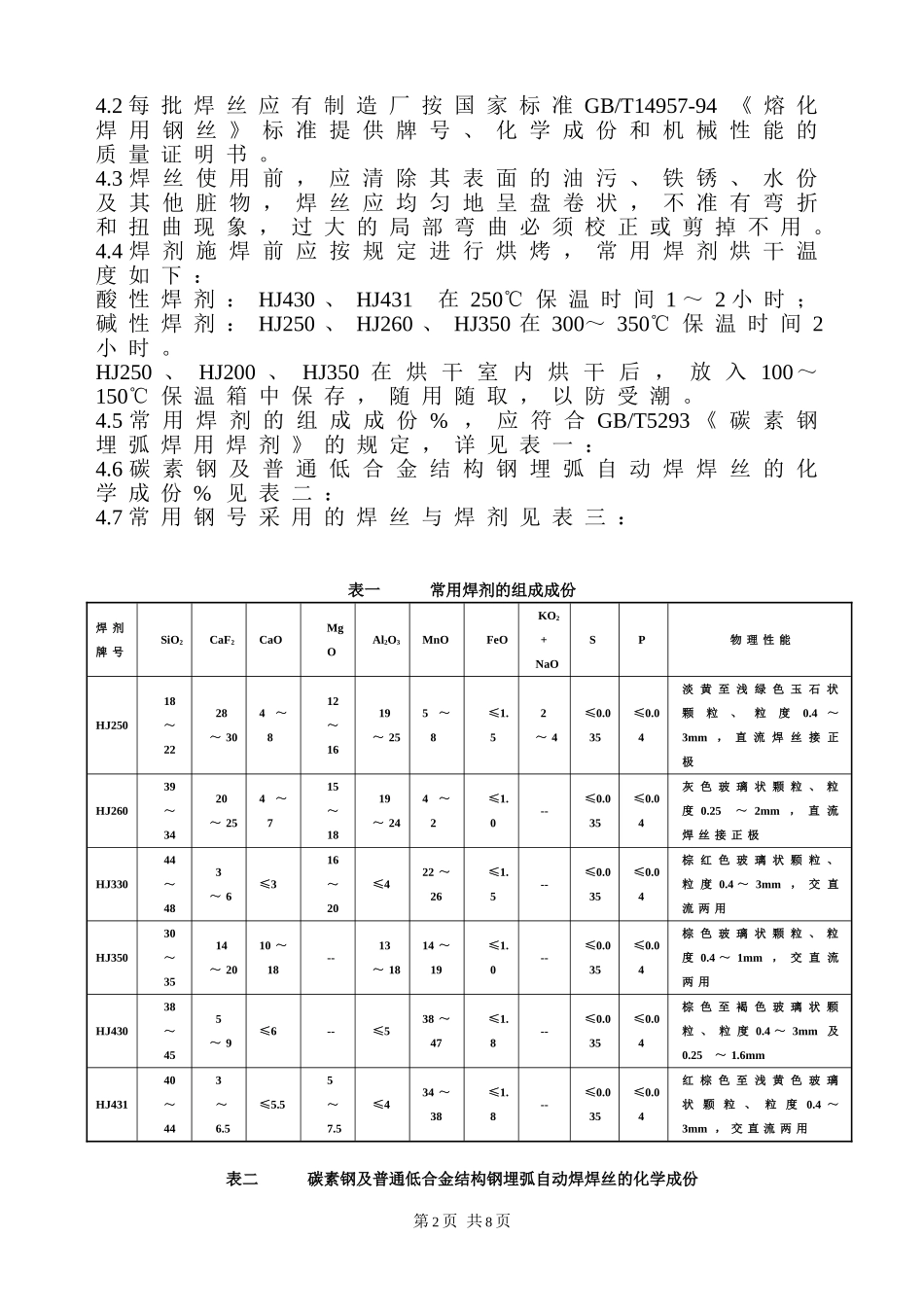
1焊接材料必须根据钢号的化学成份、机械性能、抗裂性、耐腐蚀性、焊后是否热处理等综合考虑,并经工艺试验,确认合