天然气长输管道下向焊施工工法中国化学工程第三建设公司天然气长输管道下向焊施工工法,适用于直径不小于①,材质为碳素钢及普通低合金钢的输油、输气管道对接焊缝手工电弧焊全位置下向焊接
本工法获公司技术进步成果一等奖
一施工工艺和操作要点㈠下向焊适用管材输油、输气用钢管应符合下列标准要求:—《石油天然气管道用螺旋缝埋弧焊钢管》一《石油天然气输送用直缝电阻焊钢管》;一《输送流体用无缝钢管》;2采用国外钢管时,应符合如下要求:《管线管规范》系列(无缝钢管和焊接钢管)有,,,,,,,级;用非标准热轧卷板/卷焊的钢管
㈡下向焊焊条的选用1下向焊条应符合下列标准及要求:⑴焊条的性能应符合一《碳钢焊条》一《低合金钢焊条》的规定
⑵焊条的焊接工艺性能应满足管道全位置下向焊接要求
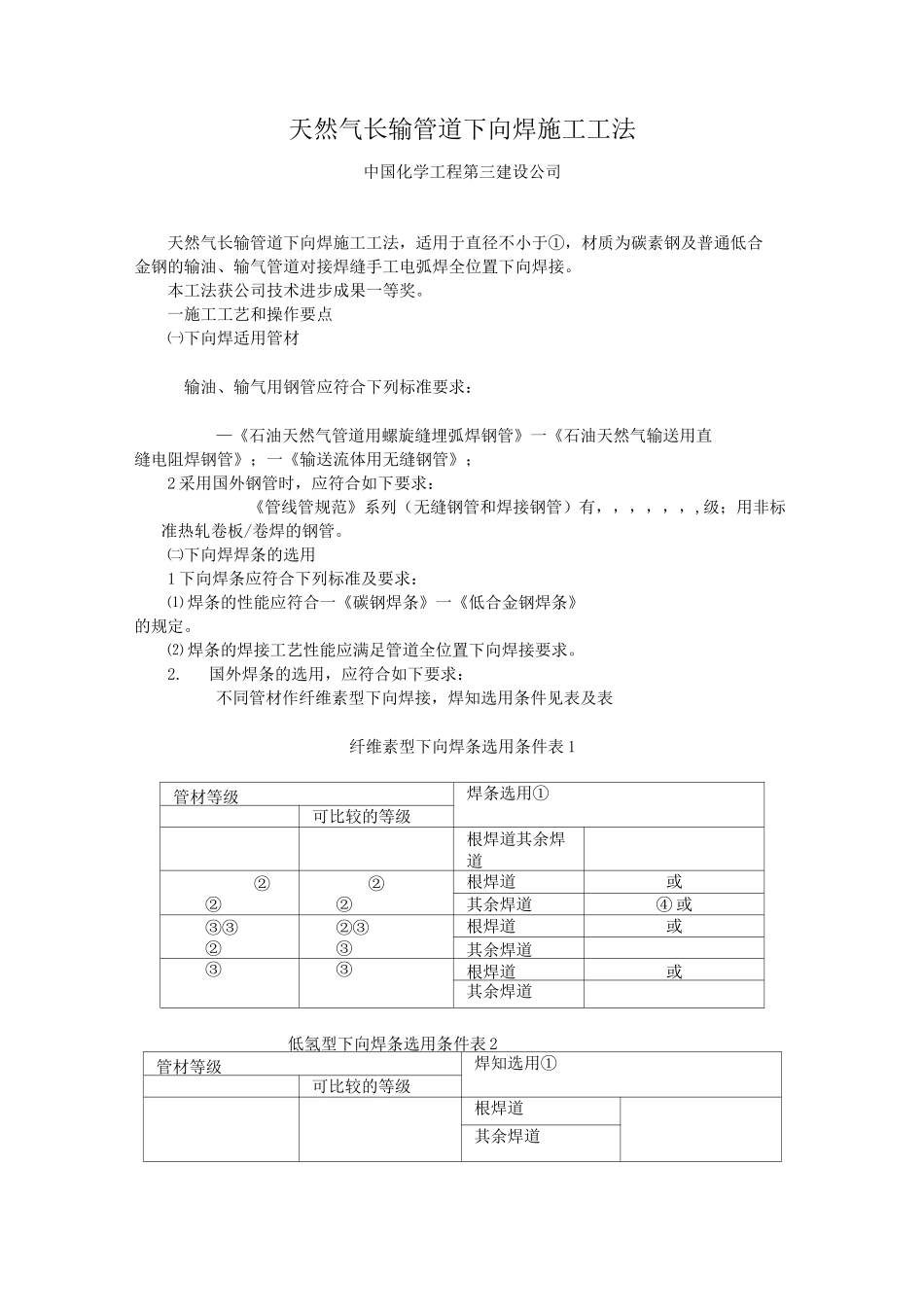
国外焊条的选用,应符合如下要求:不同管材作纤维素型下向焊接,焊知选用条件见表及表纤维素型下向焊条选用条件表1管材等级焊条选用①可比较的等级根焊道其余焊道②②②②根焊道或其余焊道④或③③②②③③根焊道或其余焊道③③根焊道或其余焊道低氢型下向焊条选用条件表2管材等级焊知选用①可比较的等级根焊道其余焊道根焊道其余焊道3、焊条的选用原则(1)输油输水管道宜选用纤维素型下向焊条,输气管道宜选用低氢型下向焊条
⑵两长管段联接的固定口及管子与管件焊接,应选用低氢型下向焊条
4、焊条的保管及焊前处理(1)管道焊接用下向焊条,必须有产品合格证和同批号的质量证明书
⑵焊条的存放、烘干、发放、回收应按说明和规定进行
㈢焊接设备、焊接工艺评定及焊工考试1、管道现场下向焊施工,根据焊材要求和施工条件,应使用性能稳定的直流弧焊机2、下向焊焊工考试应按照《锅炉压力容器焊工考试规则》执行
3、焊接工艺评定应按照一《油气管道焊接工艺评定方法》执行
㈣焊接1、焊前准备⑴管道下向焊前,应根据焊接工艺评定制定下向焊接及缺陷修补工艺规程
⑵参加管道施工的电焊