YA32-315四柱液压机作业指导书文件编号:一、目的为规范员工操作,提高产品质量和工作效率,满足生产需要,使设备能保持最佳的性能状态并延长使用寿命,确保生产的正常进行
二、适用范围本作业指导书适用于公司焊接件(如横梁)的校正、压装和整形等工艺过程及液压压力机设备使用、维护的指导
三、常用材料1
本液压机由主机、电控制机构和液压系统等部分组成
主机部分包括机身、主缸、顶出缸及充液装置等
动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成;电气装置按照液压系统规定的动作程序,选择规定的工作方式,在发出讯号的指令下,完成规定的工艺动作循环
动力机构在电气装置的控制下,通过泵和油缸及各种液压阀,实现能量的转换,调节和输送,完成各种工艺动作的循环
用途和特点:本液压机适用于可塑性材料的压制工艺:冷(热)挤压金属成型、薄板拉伸以及横压、弯压、翻透、塑料、粉末制品的压制成形等;此外,尚可用于制品的校正、压装和整形等等工艺,本公司主要用于大型焊接件(如横梁)的校正、压装和整形等等工艺
液压机具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速上行的范围,均可根据工艺需要调整,并能完成顶出工艺,不带顶出工艺、拉伸工艺三种工艺方式
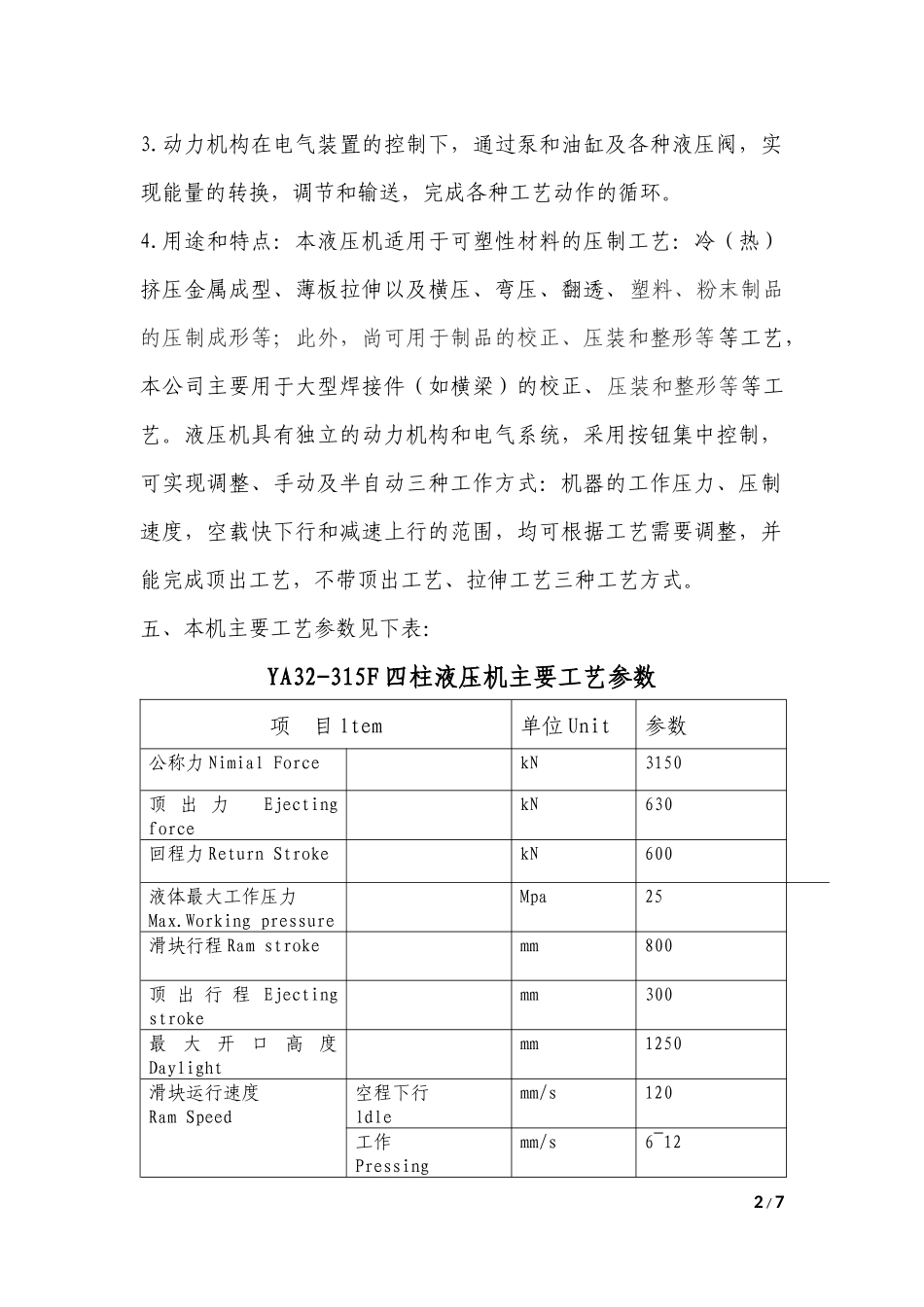
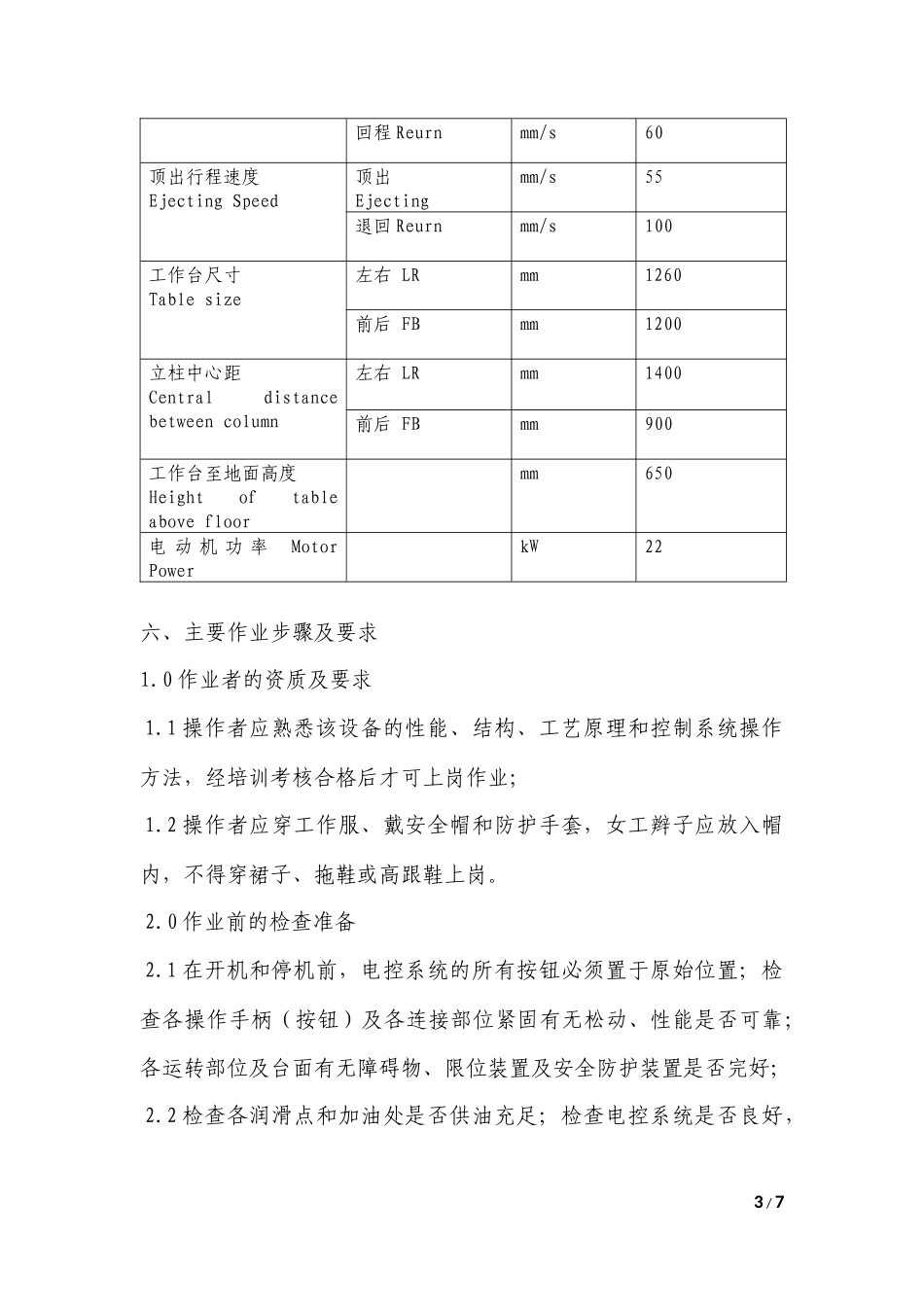
五、本机主要工艺参数见下表:YA32-315F四柱液压机主要工艺参数项目ltem单位Unit参数公称力NimialForcekN3150顶出力EjectingforcekN630回程力ReturnStrokekN600液体最大工作压力Max
WorkingpressureMpa25滑块行程Ramstrokemm800顶出行程Ejectingstrokemm300最大开口高度Dayligh