本标准适用于印刷、复合(含淋膜复合)用普通塑料薄膜入仓前的检验
铝箔AL和聚酰胺薄膜(BOPA)参照规定的内容
标准内容:1
抽样标准及方法:以该进货批次同种规格,同种材质的材料总数的10%抽验
拆开包装后,抽去膜卷表面1-2圈后取约1米长作为待测样品
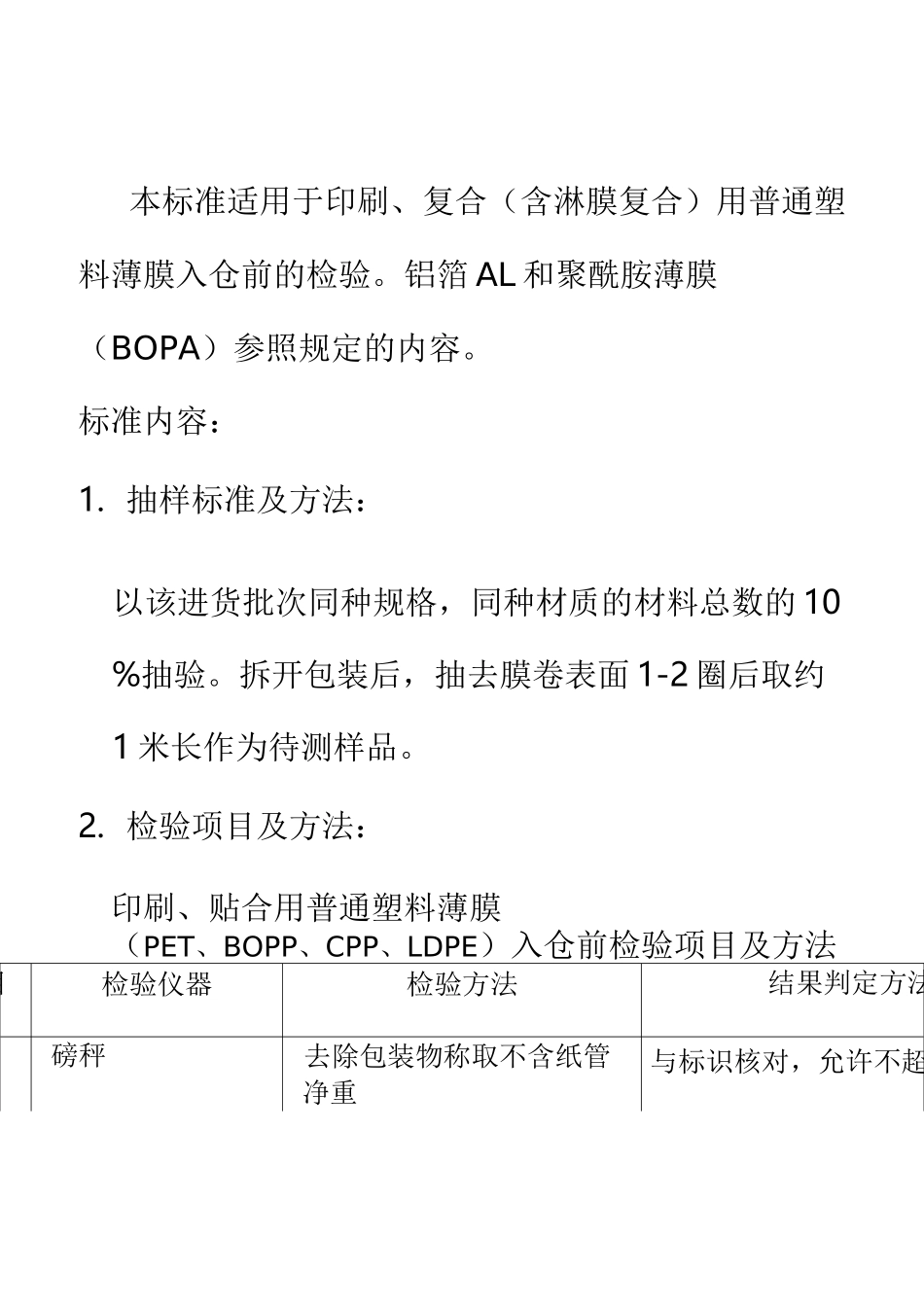
检验项目及方法:印刷、贴合用普通塑料薄膜(PET、BOPP、CPP、LDPE)入仓前检验项目及方法内容项目检验仪器检验方法结果判定方法磅秤去除包装物称取不含纸管净重与标识核对,允许不超过目测包装外形完整、无碰伤、卷侧平整、卷端平整
透明膜检查透明度、清晰度;真空镀铝薄膜检查镀层均匀性、蔽光性符合则合格,否则不合格>2米卷尺以卷尺量取自左到右实宽3个点的宽度取其平均值>标识宽度则合格精度为厚度计测取平整、无污染处10个点的厚度取其平均值20u以下土3%,25-60u±6%60u以上±8%处理度处理38、52、56达因测试液(测试笔)以医用棉签沾取药液后在膜上从左到右划线,3-5秒内看变化BOPP,CPP丄DPE须>38dync/m,PET、VMPET>52dync/m,电子拉力机参照该设备操作指导书与首次数据核对或与附表断裂伸长率电子拉力机参照该设备操作指导书与首次数据对照目测点出个数优等品0个,一等品少于铝箔AL和BOPA薄膜因其特殊性,进料检验时不得开启原包装
这两种材料进料验证时主要检查供方产品标识、合格证和供方检验报告的正确性和完整性
AL和BOPA的厚度、宽度、电晕处理值在原料上机使用拆除包装时由品管取样测试验证并做相应判定和记录
批次检验结果与判定:上述检验指标全部合格才判定该抽样批次合格
若有一项不合格则判为不合格
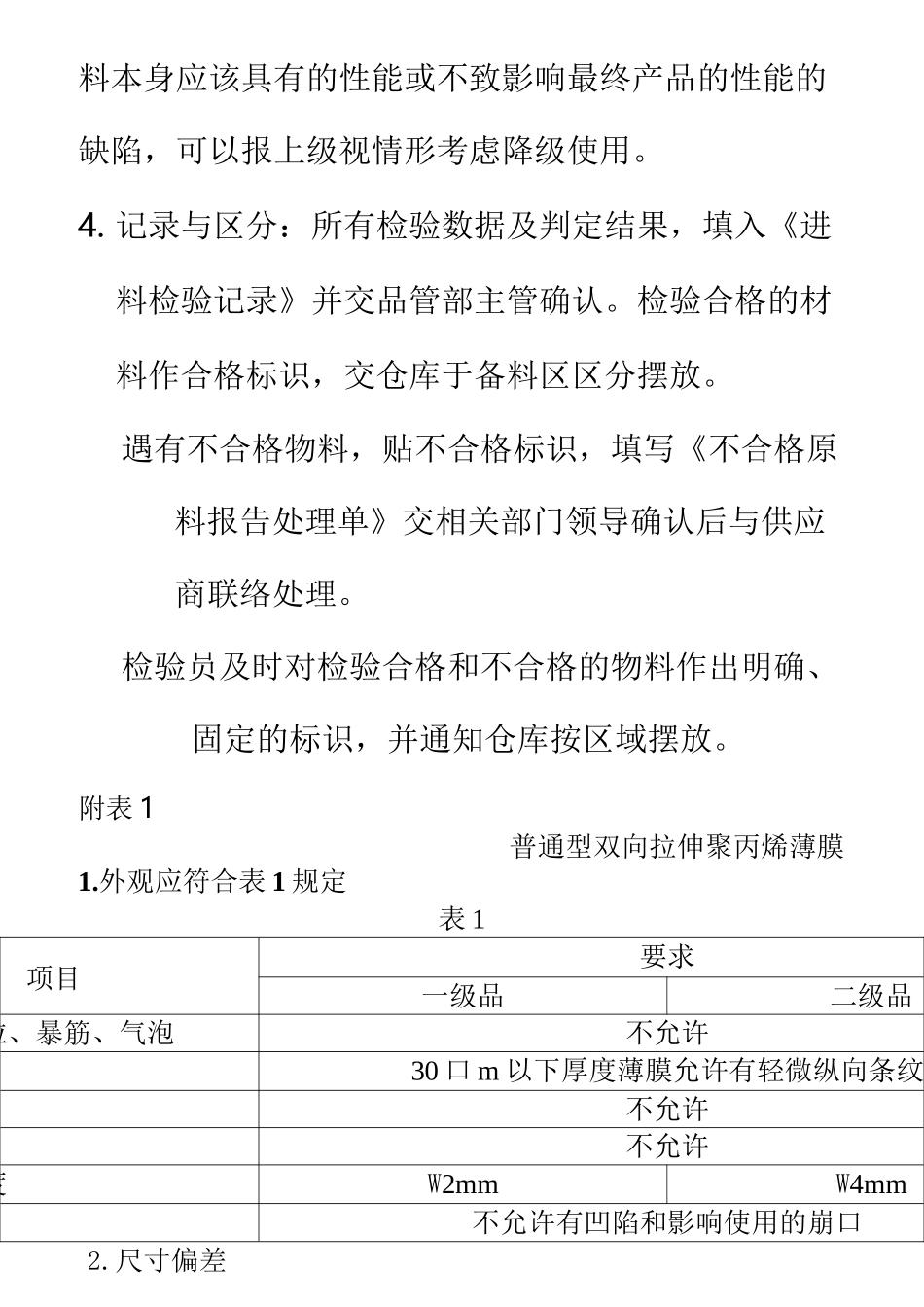
但是某些不致影响材料本身应该具有的性能或不致影响最终产品的性能的缺陷,可以报上级视情形考虑降级使用
记录与区分:所有检验数据及判定结果,填入《进料检验记录》并交品管部主管确认
检验合格的材