第五节其它塑性成形方法随着工业的不断发展,人们对金属塑性成形加工生产提出了越来越高的要求不仅要求生产各种毛坯,而且要求能直接生产出更多的具有较高精度与质量的成品零件
其它塑性成形方法在生产实践中也得到了迅速发展和广泛的应用,例如挤压、拉拔、辊轧、精密模锻、精密冲裁等
一、挤压挤压:指对挤压模具中的金属锭坯施加强大的压力作用,使其发生塑性变形从挤压模具的模口中流出,或充满凸、凹模型腔,而获得所需形状与尺寸制品的塑性成形方法
挤压法的特点:(1)三向压应力状态,能充分提高金属坯料的塑性,不仅有铜、铝等塑性好的非铁金属,而且碳钢、合金结构钢、不锈钢及工业纯铁等也可以采用挤压工艺成形
在一定变形量下,某些高碳钢、轴承钢、甚至高速钢等也可以进行挤压成形
对于要进行轧制或锻造的塑性较差的材料,如钨和钼等,为了改善其组织和性能,也可采用挤压法对锭坯进行开坯
(2)挤压法可以生产出断面极其复杂的或具有深孔、薄壁以及变断面的零件
(3)可以实现少、无屑加工,一般尺寸精度为IT8~IT9,表面粗糙度为Ra3
4μm,从而(4)挤压变形后零件内部的纤维组织连续,基本沿零件外形分布而不被切断,从而提高了金属的力学性能
(5)材料利用率、生产率高;生产方便灵活,易于实现生产过程的自动化
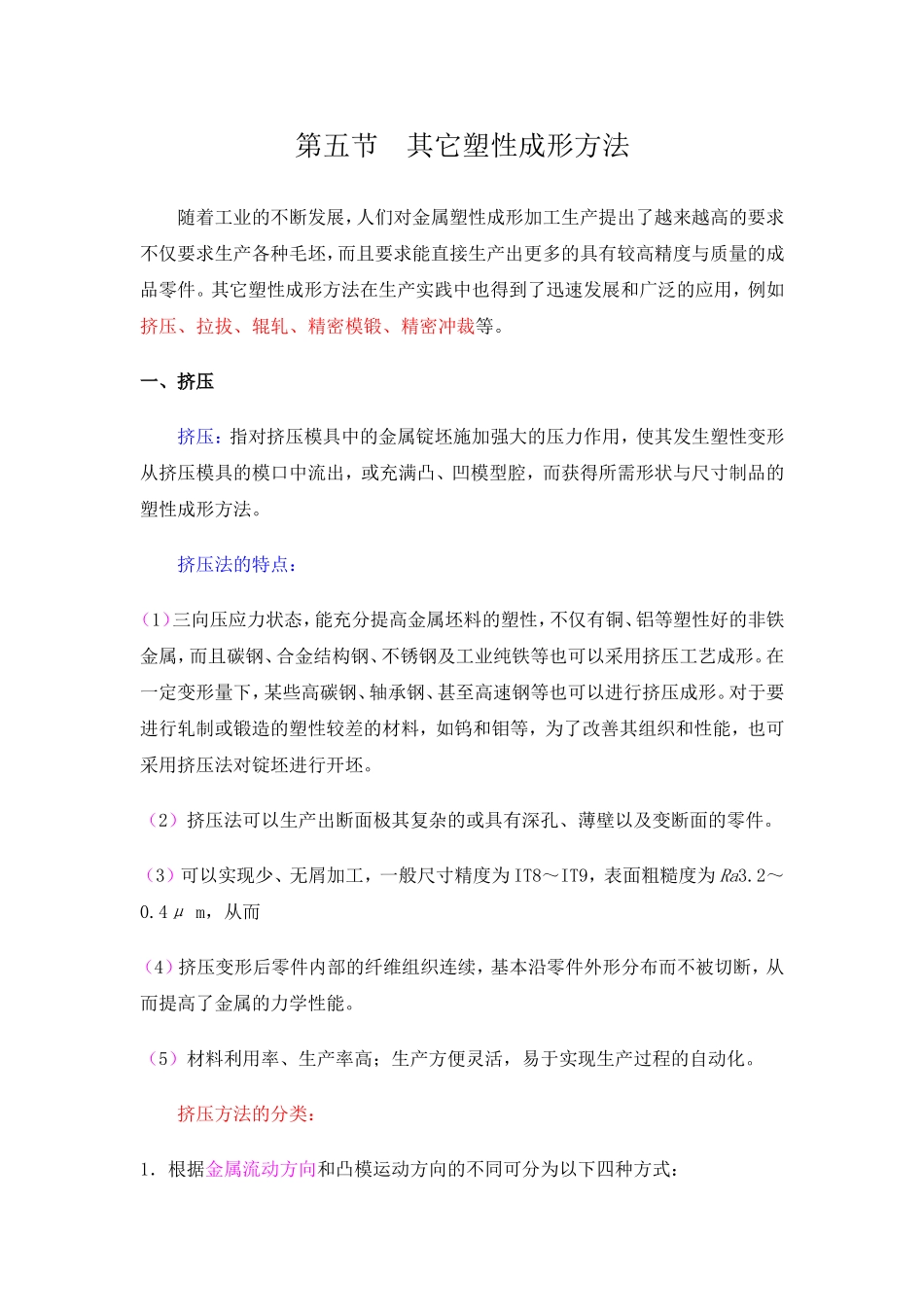
挤压方法的分类:1.根据金属流动方向和凸模运动方向的不同可分为以下四种方式:(1)正挤压金属流动方向与凸模运动方向相同,如图2-69所示
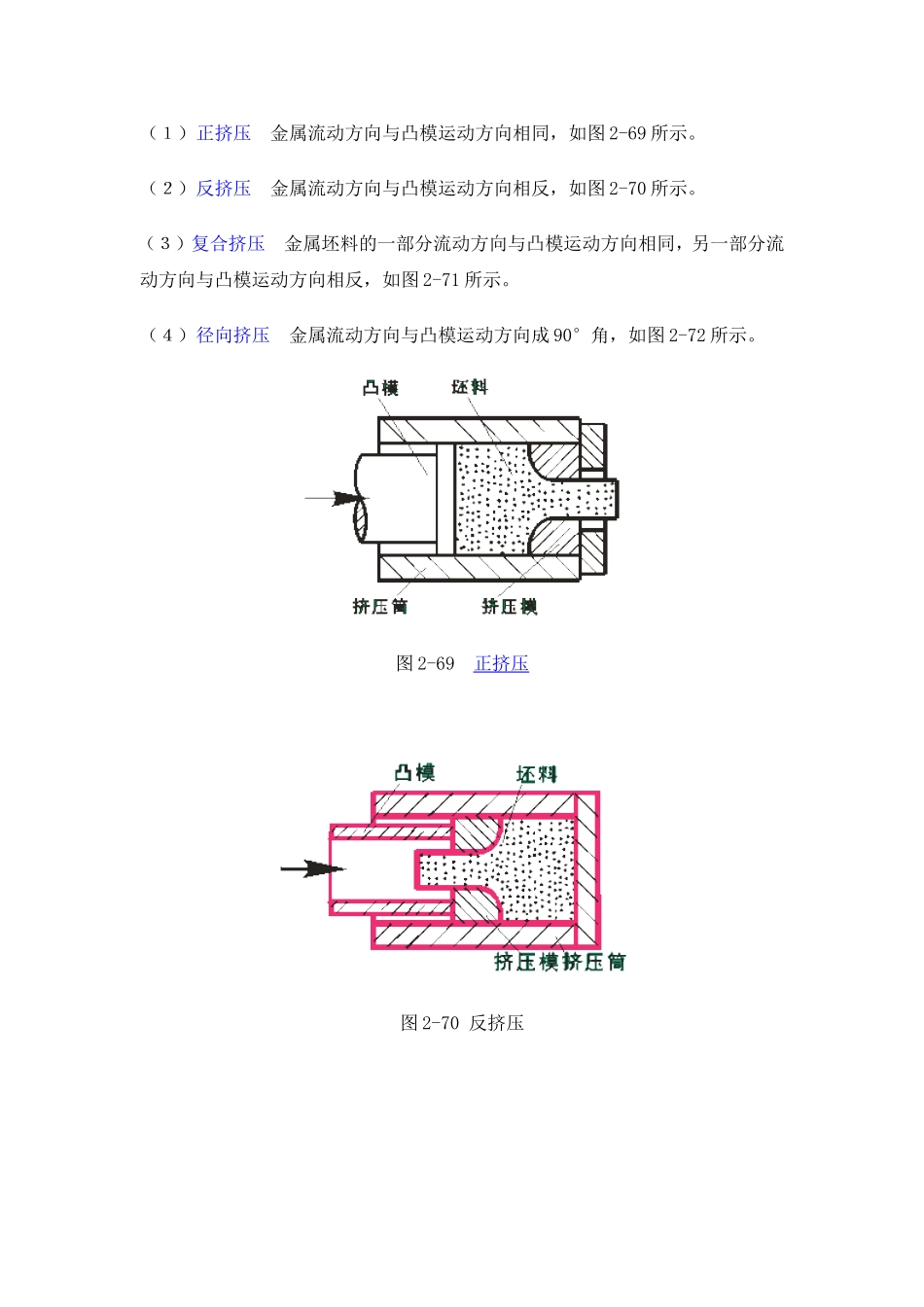
(2)反挤压金属流动方向与凸模运动方向相反,如图2-70所示
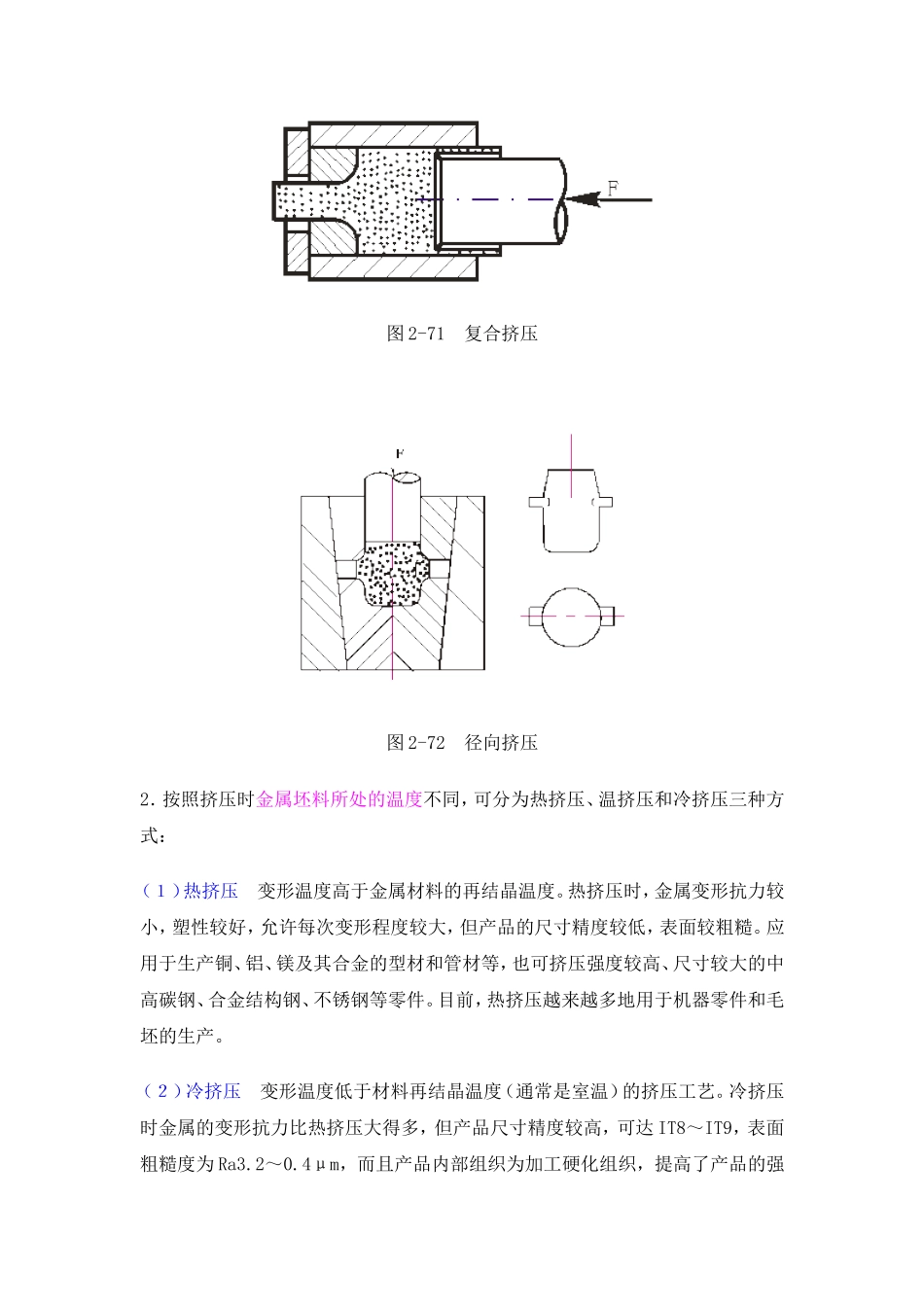
(3)复合挤压金属坯料的一部分流动方向与凸模运动方向相同,另一部分流动方向与凸模运动方向相反,如图2-71所示
(4)径向挤压金属流动方向与凸模运动方向成90°角,如图2-72所示
图2-69正挤压图2-70反挤压图2-71复合挤压图2-72径向挤压2.按照挤压时金属坯料所处的温度不同,可分为热挤压、温挤压和冷挤