教案课题:4
1装配尺寸链的基本概念4
2装配尺寸链的极值解法4
3模具装配的方法4
4模具装配工艺过程教学目的:1
掌握装配尺寸链的概念及用极值法解装配尺寸链2
掌握修配装配法和调整装配法3
了解互换装配和分组装配法4
了解模具装配的重要性与模具装配工艺过程教学重点:用极值法解装配尺寸链、修配装配法和调整装配法,模具装配工艺过程教学难点:用极值法解装配尺寸链、分组装配法教学方法:讲授、讨论教具:多媒体课时:2学时4
1概述1.装配按照一定的精度标准和技术要求,将若干个零件组成部件或将若干个零件,部件组合成机构或机器的工艺过程,称之为装配
2.装配的分类1、固定装配分散装配:将模具装配的全部工作适当分散为各种部件的装配和总装配,由一组工人在固定地点合作完成模具的装配工作,此种装配组织形式称为分散装配
集中装配:从零件装配成部件或产品的全过程均在固定的工作地点,由一组(或一个)工人来完成,这种方法称之为集中装配
2、移动装配模具装配适合采用集中装配的模式3.模具装配的分类模具装配可分为组件装配、部件装配和总装配4
2模具装配尺寸链与模具装配方法4
1装配尺寸链的基本概念1
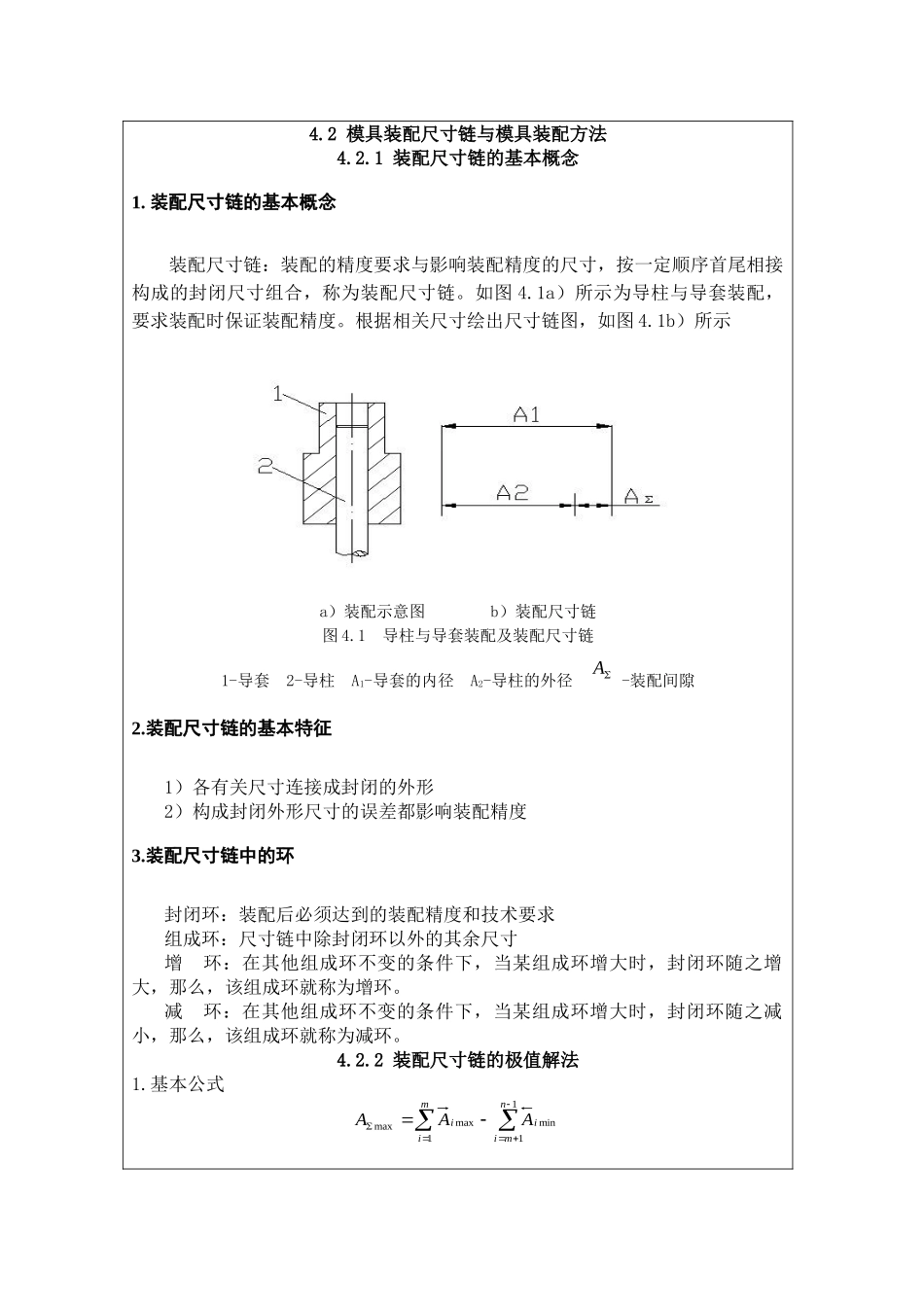
装配尺寸链的基本概念装配尺寸链:装配的精度要求与影响装配精度的尺寸,按一定顺序首尾相接构成的封闭尺寸组合,称为装配尺寸链
1a)所示为导柱与导套装配,要求装配时保证装配精度
根据相关尺寸绘出尺寸链图,如图4
1b)所示a)装配示意图b)装配尺寸链图4
1导柱与导套装配及装配尺寸链1-导套2-导柱A1-导套的内径A2-导柱的外径A-装配间隙2
装配尺寸链的基本特征1)各有关尺寸连接成封闭的外形2)构成封闭外形尺寸的误差都影响装配精度3
装配尺寸链中的环封闭环:装配后必须达到的装配精度和技术要求组成环:尺寸链中除封闭环以外的其余尺寸增环:在其他组成环不变的条件下,当某组成