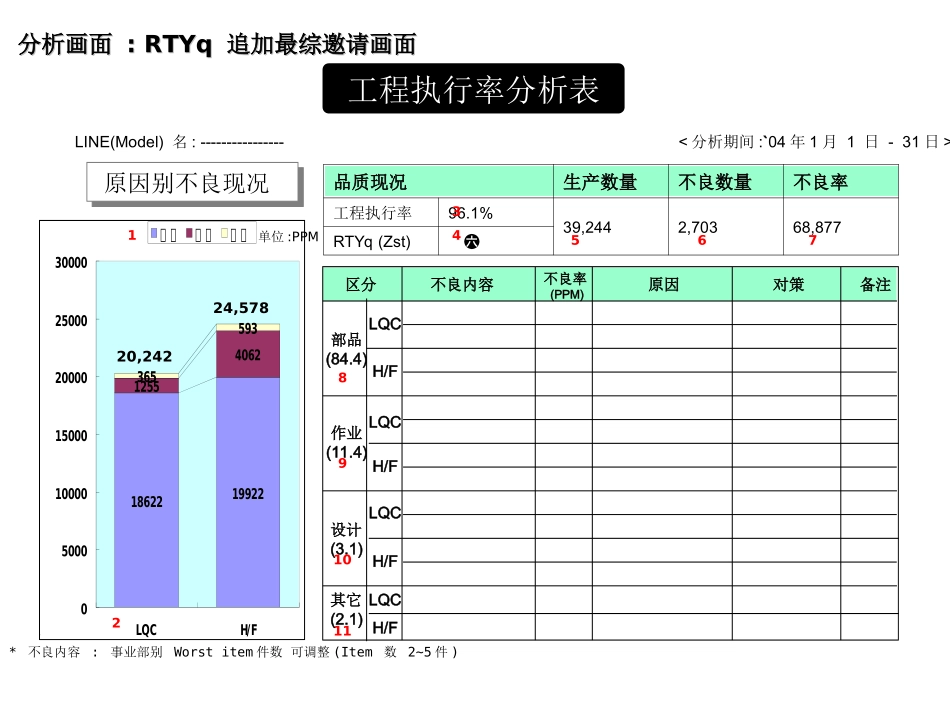
工程执行率分析表LINE(Model)名:----------------原因别不良现况品质现况生产数量不良数量不良率工程执行率96
1%39,2442,70368,877RTYq(Zst)*不良内容:事业部别Worstitem件数可调整(Item数2~5件)区分部品(84
4)不良内容不良率(PPM)原因对策备注作业(11
4)设计(3
1)LQCH/FLQCLQCH/F5,912186221992212554062365593050001000015000200002500030000LQCH/F부부부부부부20,242单位:PPM24,57812567348911分析画面分析画面:RTYq:RTYq追加最综邀请画面追加最综邀请画面H/F其它(2
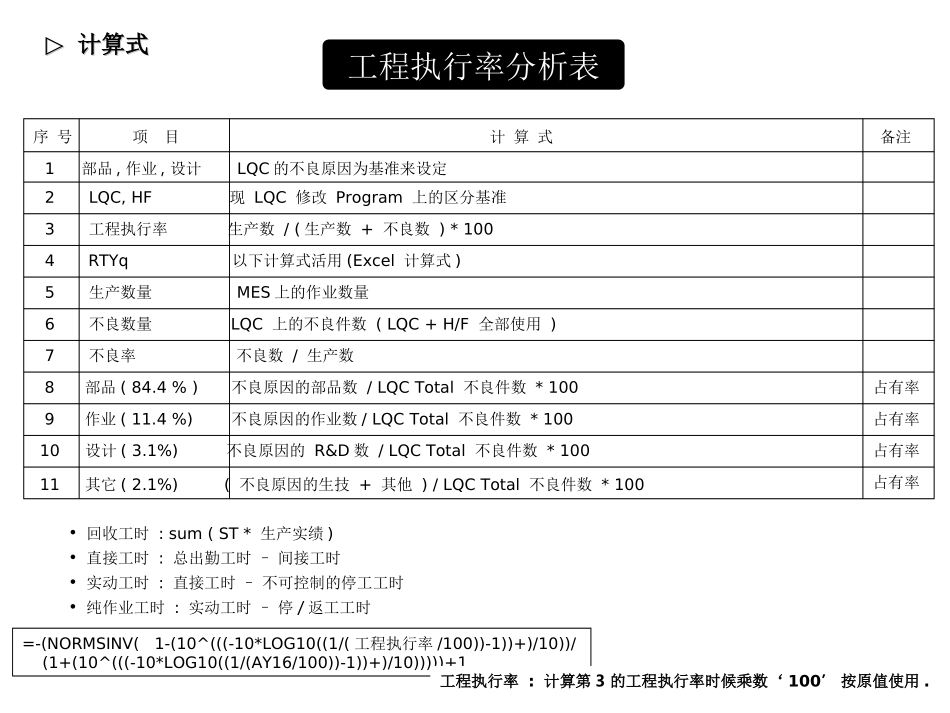
1)10LQCH/F▷▷计算式计算式序号项目计算式备注12345678910部品,作业,设计LQC,HF工程执行率RTYq生产数量不良数量不良率部品(84
4%)作业(11
4%)设计(3
1%)LQC的不良原因为基准来设定现LQC修改Program上的区分基准生产数/(生产数+不良数)*100以下计算式活用(Excel计算式)MES上的作业数量LQC上的不良件数(LQC+H/F全部使用)不良数/生产数不良原因的部品数/LQCTotal不良件数*100•回收工时:sum(ST*生产实绩)•直接工时:总出勤工时–间接工时•实动工时:直接工时–不可控制的停工工时•纯作业工时:实动工时–停/返工工时工程执行率分析表=-(NORMSINV(1-(10^(((-10*LOG10((1/(工程执行率/100))-1))+)/10))/(1+(10^(((-10*LOG10((1/(AY16/100))-1))+)/10)))))+111其它(2
1%)不良原因的作业数/LQCTotal不良件数*100不良原因的R&D数/LQCTotal