装配工艺守则项目主要规则基本要求1)产品必须按照设计、工艺要求及本标准和与产品有关的标准规定进行装配2)产品装配环境必须清洁3)产品零、部件(包括外购、外协件)必须检验合格后方能进行装配4)零部件在装配前必须清理或清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等5)除有特殊要求外,在装配前零件的尖角和锐边必须倒钝6)配做表面必须按有关要求进行加工,加工后清理干净7)装配过程中零件不得磕碰、划伤和锈蚀8)油漆未干的零、部件不得进行装配螺钉、螺栓联接1)螺钉、螺栓和螺母紧固时严禁打击或使用不合适的旋具与扳手
紧固后的螺钉槽、螺母和螺钉、螺栓头部不得损伤2)有规定拧紧力矩要求的紧固件,应采用力矩扳手紧固
未规定拧紧力矩的螺栓,其拧紧力矩参照下表螺栓强度螺栓公称直径(mm)68101214161820222427303642拧紧力矩(N
64-510-1220-2535-4454-6988-108118-147167-206225-284294-370441-519529-666882-10781372-16665
65-712-1525-3144-5469-88108-137147-186206-265284-343370-441539-686666-8331098-13721705-27366
66-814-1829-3949-6483-98127-157176-216245-314343-431441-539637-784784-9801323-16771960-25488
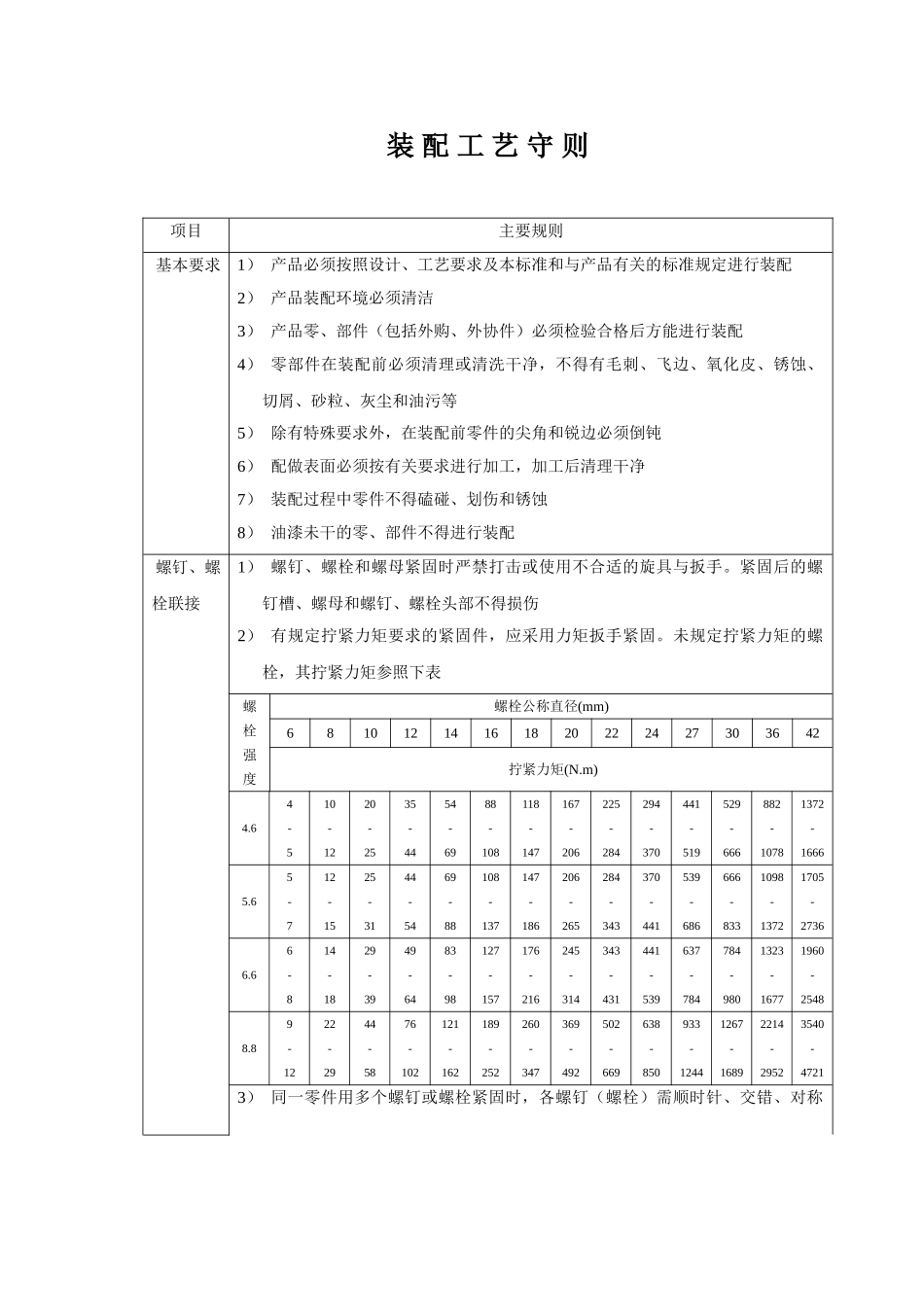
89-1222-2944-5876-102121-162189-252260-347369-492502-669638-850933-12441267-16892214-29523540-47213)同一零件用多个螺钉或螺栓紧固时,各螺钉(螺栓)需顺时针、交错、对称逐步拧紧,如有