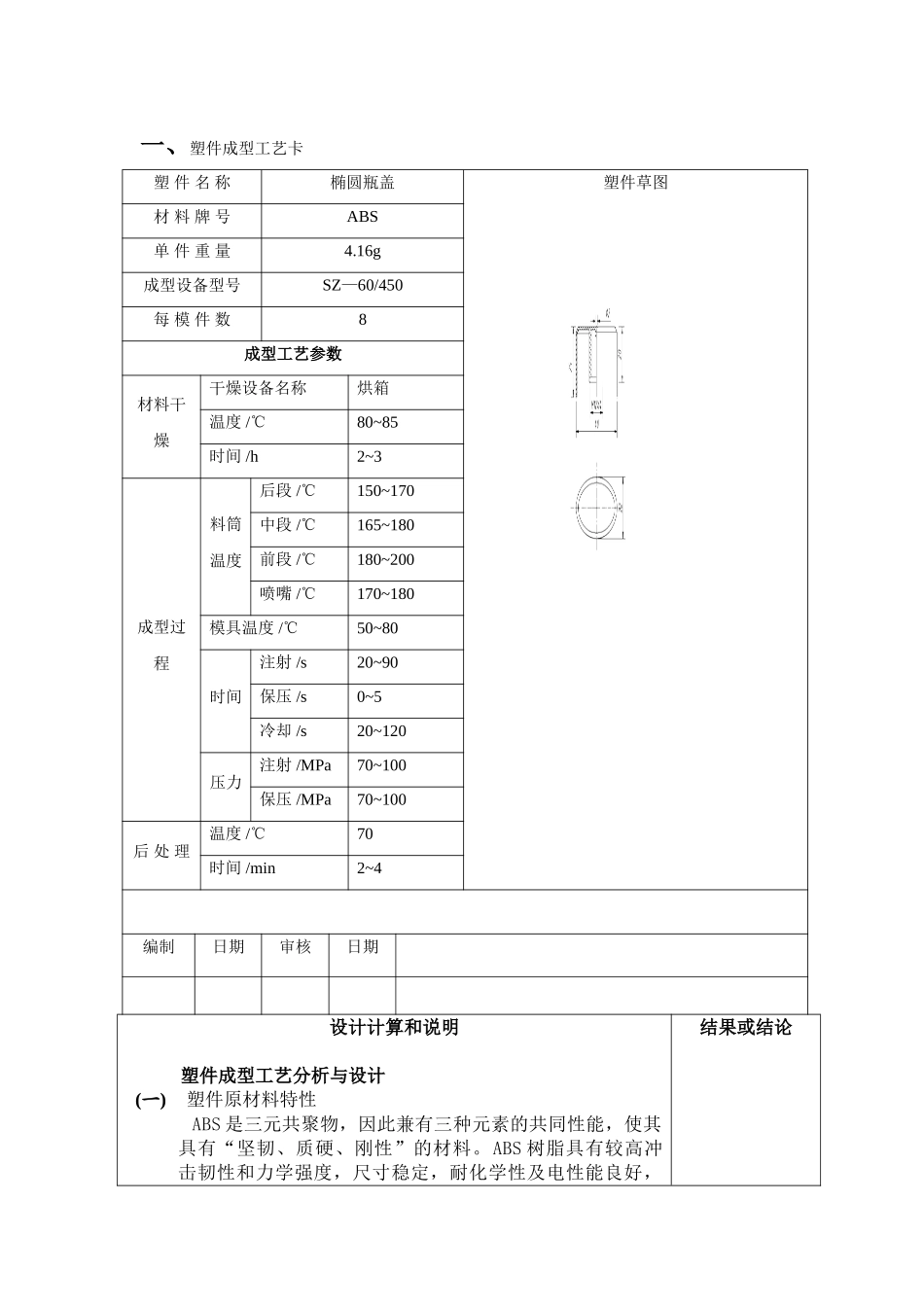
连云港职业技术学院课程设计说明书课题名称椭圆瓶盖注射模具设计院系机电工程学院专业班级模具07-2班学号起止日期指导教师2009年6月15日目录一、塑件成型工艺卡二、塑件成型工艺分析与设计塑件原材料特性分析塑件原材料成型性能分析塑件成型方法确定选择注塑机型号及其参数三、塑件成型模具设计型腔的数量和布置确定分型面侧向抽芯机构浇注系统选择和设计成型部件的设计计算排气系统设计温度调节系统设计推出机构(脱模)导向机构模架的确定和标准件选择四、模具设计心得体会五、参考文献一、塑件成型工艺卡塑件名称椭圆瓶盖塑件草图材料牌号ABS单件重量4
16g成型设备型号SZ—60/450每模件数8成型工艺参数材料干燥干燥设备名称烘箱温度/℃80~85时间/h2~3成型过程料筒温度后段/℃150~170中段/℃165~180前段/℃180~200喷嘴/℃170~180模具温度/℃50~80时间注射/s20~90保压/s0~5冷却/s20~120压力注射/MPa70~100保压/MPa70~100后处理温度/℃70时间/min2~4编制日期审核日期设计计算和说明塑件成型工艺分析与设计(一)塑件原材料特性ABS是三元共聚物,因此兼有三种元素的共同性能,使其具有“坚韧、质硬、刚性”的材料
ABS树脂具有较高冲击韧性和力学强度,尺寸稳定,耐化学性及电性能良好,结果或结论易于成形和机械加工等特点
此外,表面还可镀铬,成为塑料涂金属的一种常用材料
(二)塑件原材料成型性能1
吸湿性强,含水量应小于0
3%,必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥2
流动性中等,溢边料0
04mm左右(流动性比聚苯乙烯,AS差,但比聚碳酸酯、聚氯乙烯好)3
比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高),料温对物性影响较大、料温过高易分解(分解温度为250℃左右,比聚苯乙烯易分解