一、传统橡胶硫化工艺1、影响硫化工艺过程的主要因素:硫磺用量
其用量越大,硫化速度越快,可以达到的硫化程度也越高
硫磺在橡胶中的溶解度是有限的,过量的硫磺会由胶料表面析出,俗称“喷硫”
为了减少喷硫现象,要求在尽可能低的温度下,或者至少在硫磺的熔点以下加硫
根据橡胶制品的使用要求,硫磺在软质橡胶中的用量一般不超过3%,在半硬质胶中用量一般为20%左右,在硬质胶中的用量可高达40%以上
若温度高io°c,硫化时间约缩短一半
由于橡胶是不良导热体,制品的硫化进程由于其各部位温度的差异而不同
为了保证比较均匀的硫化程度,厚橡胶制品一般采用逐步升温、低温长时间硫化
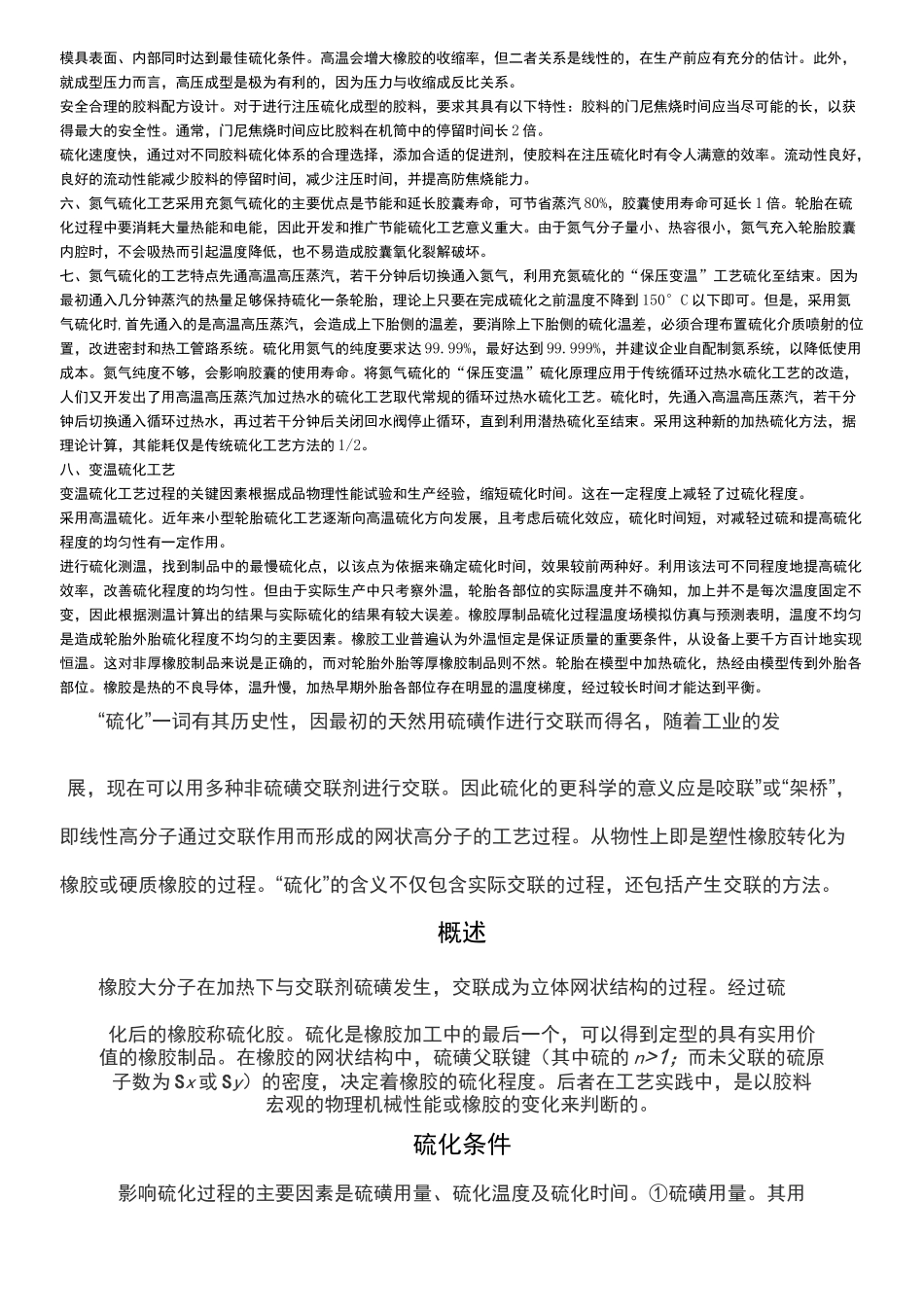
2、硫化时间:这是硫化工艺的重要环节,时间过短,硫化程度不足(亦称欠硫)
时间过长,硫化程度过高(俗称过硫)
只有适宜的硫化程度(俗称正硫化),才能保证最佳的综合性能二、橡胶硫化工艺方法按硫化条件可分为冷硫化、室温硫化和热硫化三类
1、冷硫化可用于薄膜制品的硫化,制品在含有2%5%氯化硫的一硫化碳溶液中浸渍,然后洗净干燥即可
2、室温硫化时,硫化过程在室温和常压下进行,如使用室温硫化胶浆(混炼胶溶液)进行自行车内胎接头、修补等
3、热硫化是橡胶制品硫化的主要方法
根据硫化介质及硫化方式的不同,热硫化又可分为直接硫化、间接硫化和混气硫化三种方法
①直接硫化,将制品直接置入热水或蒸汽介质中硫化
②间接硫化,制品置于热空气中硫化,此法一般用于某些外观要求严格的制品,如胶鞋等
③混气硫化,先采用空气硫化,而后再改用直接蒸汽硫化
此法既可以克服蒸汽硫化影响制品外观的缺点,也可以克服由于热空气传热慢,而硫化时间长和易老化的缺点
三、橡胶硫化工艺:橡胶在未硫化之前,分子之间没有产生交联,因此缺乏良好的物理机械性能,实用价值不大
当橡胶加入硫化剂以后,经热处理或其他方式能使橡胶分子之间产生交联,形成三维网状结构,从而使其性能大