运动控制系统论文基于S7-300PLC的多工作方式机械手控制系统摘要:采用西门子S7-300的可编程控制器(PLC)为主控设备,应用STEP7编程软件对机械手进行顺序控制,实现机械手的多工作方式运行
文中对机械手的运行及PLC的控制电路和控制程序等做了较为详细的叙述
关键词:机械手;多工作方式;PLC在生产线中,通常采用机械手进行搬运工作
而为满足生产的需要,很多系统要求设置多工作方式,如手动和自动方式;自动方式又包括连续、单周期、单步自动返回初始状态等方式
以前的机械手是采用继电器—控制器控制气压系统,其控制系统复杂,大量的接线使系统的可靠性降低,设备的工作效率下降,自动化程度不高,安全系数低,但是若采用PLC进行顺序控制,可以大大提高系统可靠性,工作效率,使之满足生产过程的要求
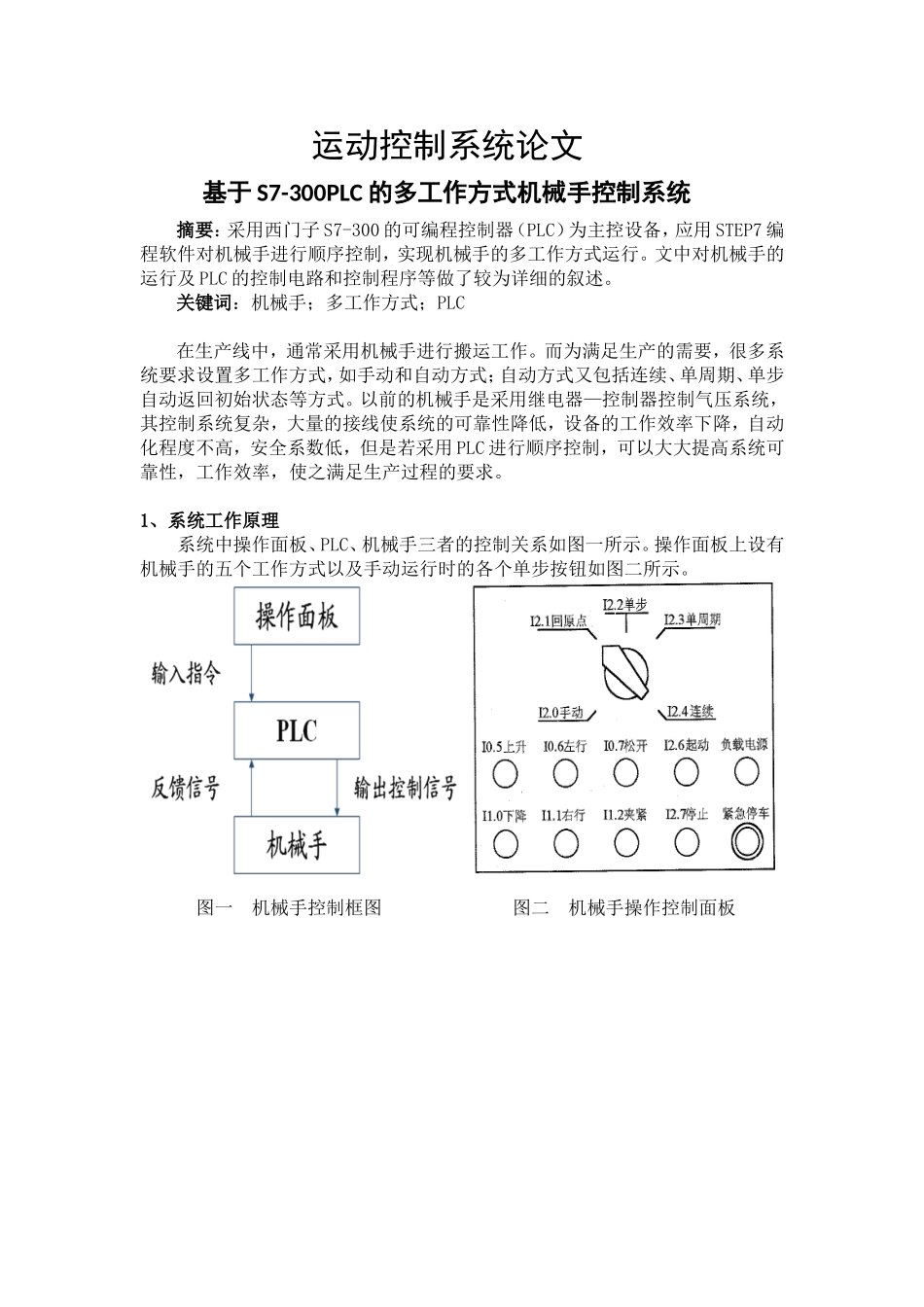
1、系统工作原理系统中操作面板、PLC、机械手三者的控制关系如图一所示
操作面板上设有机械手的五个工作方式以及手动运行时的各个单步按钮如图二所示
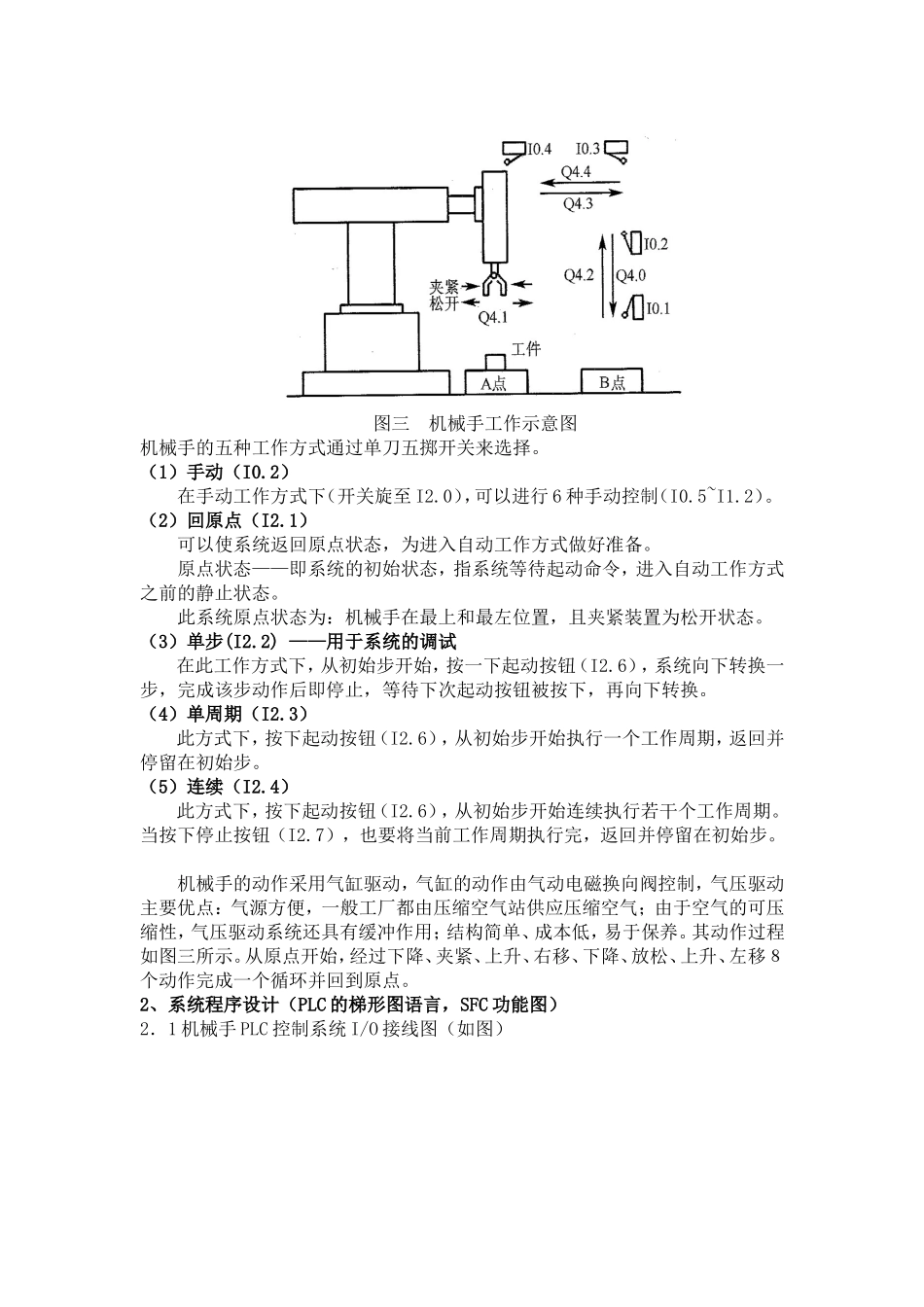
图一机械手控制框图图二机械手操作控制面板图三机械手工作示意图机械手的五种工作方式通过单刀五掷开关来选择
(1)手动(I0
2)在手动工作方式下(开关旋至I2
0),可以进行6种手动控制(I0
(2)回原点(I2
1)可以使系统返回原点状态,为进入自动工作方式做好准备
原点状态——即系统的初始状态,指系统等待起动命令,进入自动工作方式之前的静止状态
此系统原点状态为:机械手在最上和最左位置,且夹紧装置为松开状态
(3)单步(I2
2)——用于系统的调试在此工作方式下,从初始步开始,按一下起动按钮(I2
6),系统向下转换一步,完成该步动作后即停止,等待下次起动按钮被按下,再向下转换
(4)单周期(I2
3)此方式下,按下起动按钮(I2
6),从初始步开始执行一个工作周期,返回并停留在初始步
(5)连续(I2
4)此方式下,按下起动按钮(I