轮胎常见缺陷产生的原因及鉴定轮胎常见缺陷产生的原因及鉴定胎侧起鼓胎侧起鼓示意图主要原因:胎体帘布帘线疏密不均
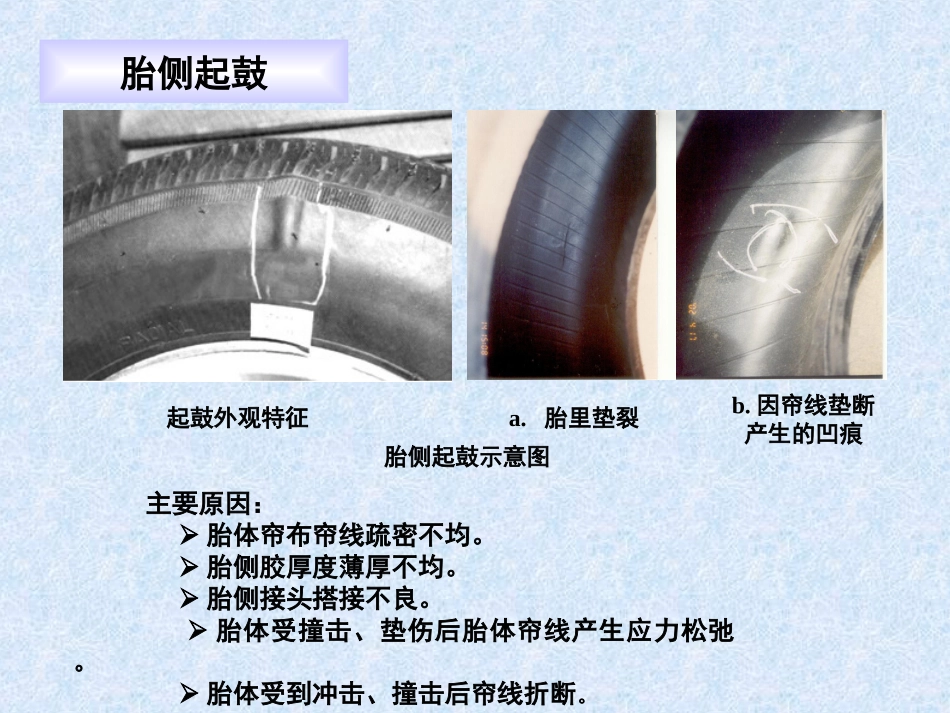
胎侧胶厚度薄厚不均
胎侧接头搭接不良
胎体受撞击、垫伤后胎体帘线产生应力松弛
胎体受到冲击、撞击后帘线折断
起鼓外观特征a
因帘线垫断产生的凹痕鉴别方法:在出现起鼓的部位,沿相同的周向(等半径),手用力顶住胎体左右移动,当感觉起鼓部位厚度略薄或强度稍弱时,可判定为制作不良
如没有明显差异,且起鼓部位外侧或内侧有撞击痕迹时(外面有伤、胎里帘线断裂、胎里凹痕),可判定为使用不当
起鼓部位胎圈底部帘线划伤,可判定为安装不良
胎侧起鼓胎侧凹陷主要原因:胎体帘布搭接宽度大于标准(径向凹陷)
气密层搭接宽度大于标准(径向凹陷)
反包布端点折叠(周向凹陷)
鉴别方法:在出现径向凹陷的部位,沿相同的周向(等半径),手用力顶住胎体左右移动,当感觉凹陷部位厚度略厚或强度稍大,且从胎里看有明显的接头痕迹,可判定为制作不良(凹陷宽度10MM以上)在出现周向凹陷的部位,圆周方向呈不规则状态,可判定为制作不良
脱层(胎面,胎侧,胎圈)主要原因:成型时各部件之间没有压实
半成品部件表面有油污或异物
超负荷或超速度(轮胎的设计速度)行驶
低气压碾压
鉴别方法:从脱层界面看表面光滑,可判定为制作不良
从脱层界面看表面有粘状物或异物,可判定为制作不良
从脱层界面看,有明显的撕裂痕迹或撕开状线痕损,可判定为使用不当
胎侧脱层示意图胎侧开裂主要原因:胎面的停放时间短
轮胎硫化时脱模剂涂抹位置不当
胎坯喷涂时过度喷涂
轮胎材料分布不合理
低气压碾压
鉴别方法:从轮胎侧面看在胎肩下部呈周向开裂,且以一定的角度由薄到厚向胎肩方向延伸,开裂表面光滑,判定为制作不良
胎侧开裂示意图胎冠变形主要原因:胎面基部胶厚度小于标准
充气压力过高
轮胎胎冠刺