《金属切削原理及刀具》实验指导书学院:机械与动力工程学院适用专业:机械设计制造及其自动化编写人:武文革中北大学2013年5月1实验一车刀角度的测量一
实验目的1.认识车刀的类型及用途;2.了解车刀刃磨过程
掌握测量车刀几何角度的方法及所用仪器
3.弄清楚车刀几何角度的含义及其在图纸上的表示方法
二.测量工具1.量角台、重锤式量角器,钢板尺
2.各种车刀模型
三.实验步骤及要求1.观察所给各种车刀的结构,了解它的用途
认出主副切削刃
并用粗线表示在实验报告的简图上
2.用所给各量具量出所给车刀的各角度
填入实验报告中
3.绘简图表示出弯头车刀(横向进给时)的各基准面,剖面以及工件和刀具的各表面等,并将测得的各角度标注在图上
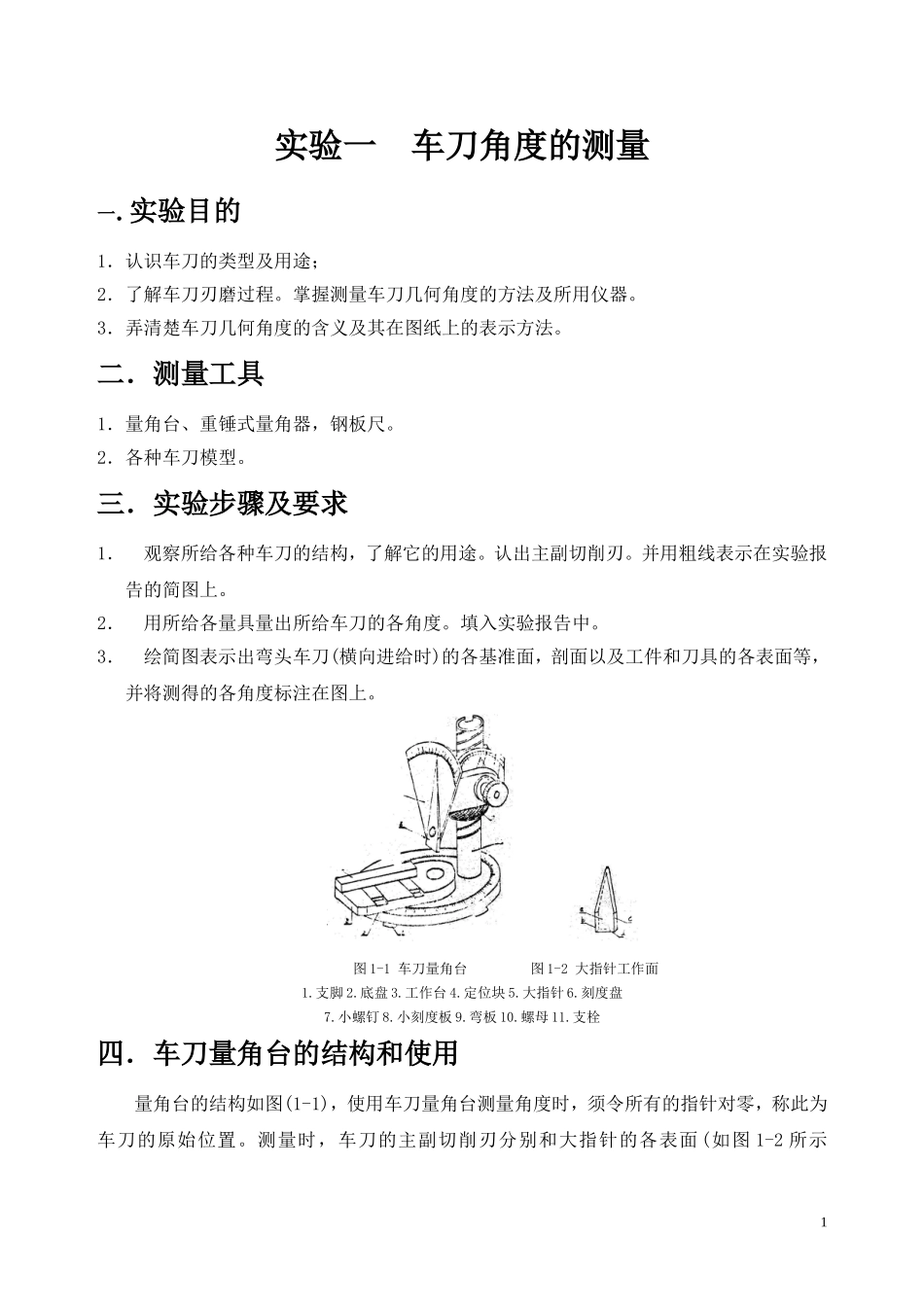
图1-1车刀量角台图1-2大指针工作面1
支栓四.车刀量角台的结构和使用量角台的结构如图(1-1),使用车刀量角台测量角度时,须令所有的指针对零,称此为车刀的原始位置
测量时,车刀的主副切削刃分别和大指针的各表面(如图1-2所示1a、b、c、d等面)接触并密合
在底盘2和刻度板6上即可读出所测角度数值
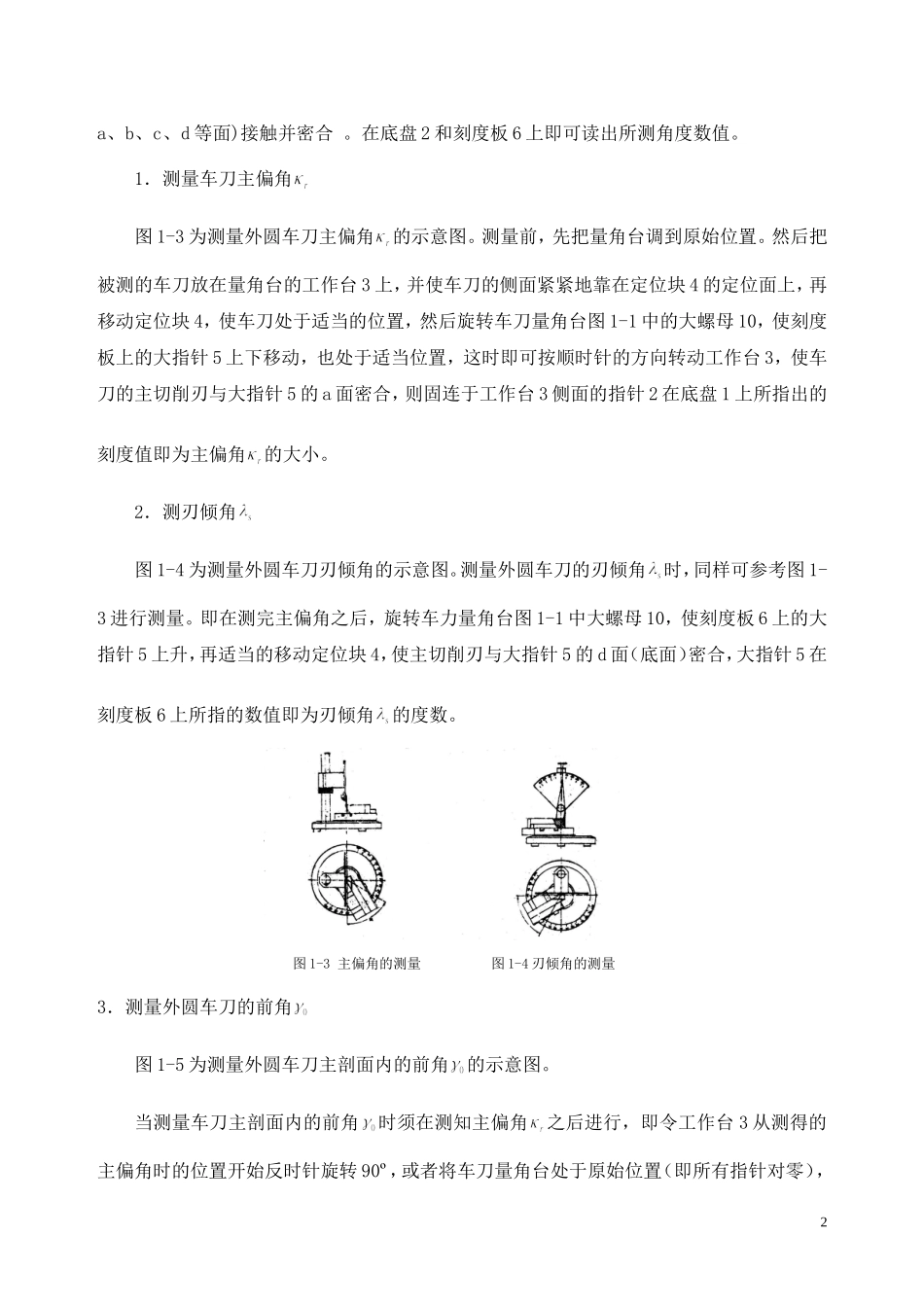
1.测量车刀主偏角图1-3为测量外圆车刀主偏角的示意图
测量前,先把量角台调到原始位置
然后把被测的车刀放在量角台的工作台3上,并使车刀的侧面紧紧地靠在定位块4的定位面上,再移动定位块4,使车刀处于适当的位置,然后旋转车刀量角台图1-1中的大螺母10,使刻度板上的大指针5上下移动,也处于适当位置,这时即可按顺时针的方向转动工作台3,使车刀的主切削刃与大指针5的a面密合,则固连于工作台3侧面的指针2在底盘1上所指出的刻度值即为主偏角的大小
2.测刃倾角图1-4为测量外圆车刀刃倾角的示意图
测量外圆车刀的刃倾角时,同样可参考图1-3进行测量
即在测完主偏角之后,旋转