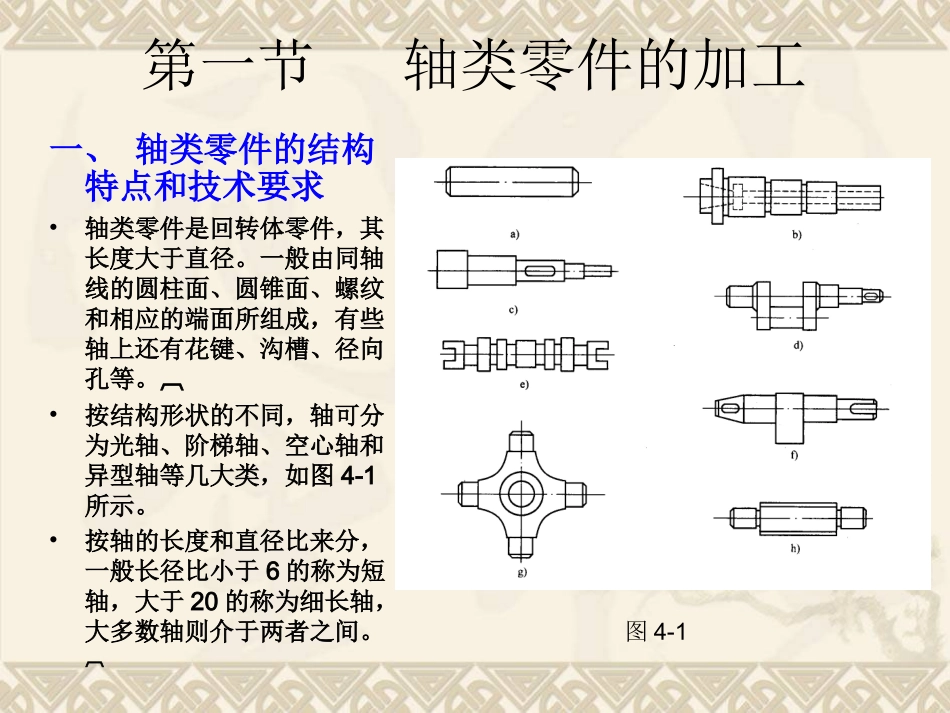
第四章典型零件的加工工艺第一节轴类零件的加工第二节箱体类零件的加工第三节其他典型零件的加工一、轴类零件的结构特点和技术要求•轴类零件是回转体零件,其长度大于直径
一般由同轴线的圆柱面、圆锥面、螺纹和相应的端面所组成,有些轴上还有花键、沟槽、径向孔等
•按结构形状的不同,轴可分为光轴、阶梯轴、空心轴和异型轴等几大类,如图4-1所示
•按轴的长度和直径比来分,一般长径比小于6的称为短轴,大于20的称为细长轴,大多数轴则介于两者之间
第一节轴类零件的加工图4-1二、轴类零件的材料、毛坯和热处理•轴类零件的毛坯常用棒料和锻件
光滑轴、直径相差不大的非重要阶梯轴宜选用棒料,一般比较重要的轴大都采用锻件作为毛坯,只有某些大型的、结构复杂的轴采用铸件
•根据生产规模的不同,毛坯的锻造方式有自由锻和模锻两种
中小批生产多采用自由锻,大批大量生产时通常采用模锻
•45钢是轴类零件的常用材料,它价格便宜,经过调质(或正火)后,可得到较好的切削性能,而且能够获得较高的强度和韧性,淬火后表面硬度可达45~52HRC
•40Cr等合金结构钢适用于中等精度而转速较高的轴类零件
这类钢经调质和淬火,具有较好的综合力学性能
(一)轴类零件定位基准与装夹方法的选择•1)在中心通孔的直径较小时,可直接在孔口倒出宽度不大于2mm的60°锥面,用倒角锥面代替中心孔
•2)在不宜采用倒角锥面作为定位基准时,可采用带有中心孔的锥堵或带锥堵的拉杆心轴,如图4-2所示
三、轴类零件加工工艺分析图4-2(二)轴类零件中心孔的修研修研中心孔常用的方法有:(1)用磨石或橡胶砂轮修研修研时将圆柱形的磨石或橡胶砂轮夹在车床的卡盘上,用装在刀架上的金刚石笔将它前端修成顶尖形状,然后将工件顶在磨石和车床后顶尖之间,加入少量的润滑油,高速开动车床使磨石转动进行修研;同时,手持工件断续转动,以达到均匀修整的目的
这种方法磨石或砂轮的