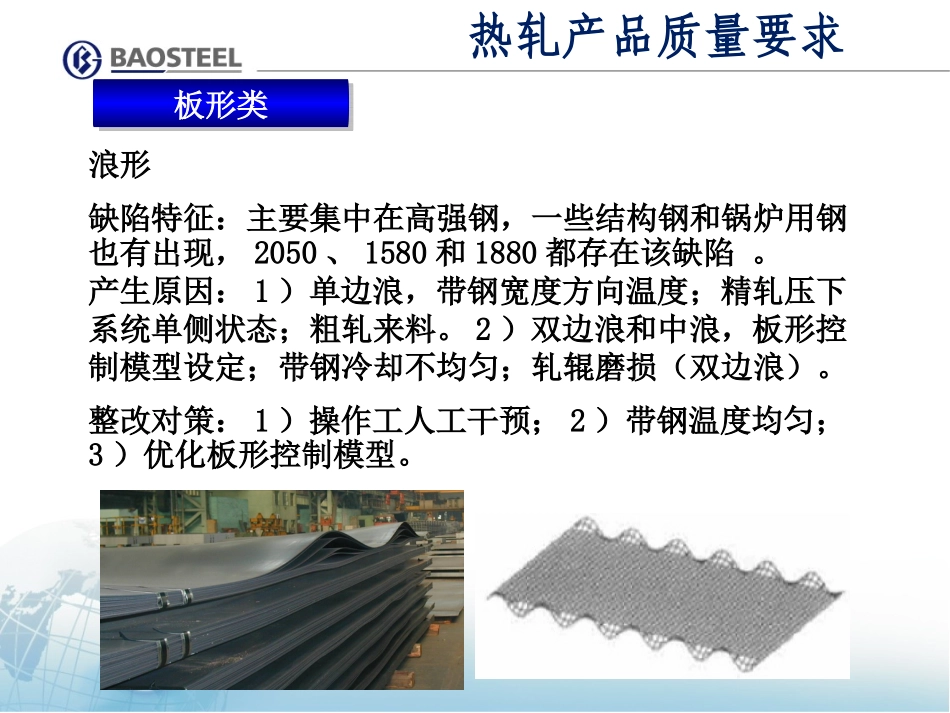
钢材表面缺陷介绍热轧产品质量要求浪形缺陷特征:主要集中在高强钢,一些结构钢和锅炉用钢也有出现,2050、1580和1880都存在该缺陷
产生原因:1)单边浪,带钢宽度方向温度;精轧压下系统单侧状态;粗轧来料
2)双边浪和中浪,板形控制模型设定;带钢冷却不均匀;轧辊磨损(双边浪)
整改对策:1)操作工人工干预;2)带钢温度均匀;3)优化板形控制模型
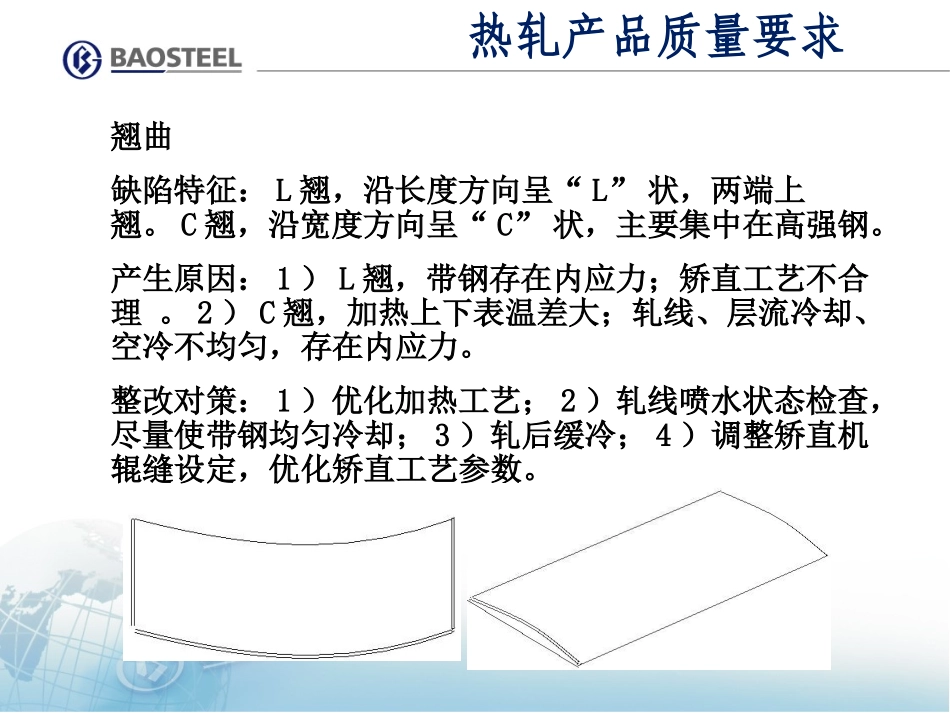
板形类板形类热轧产品质量要求翘曲缺陷特征:L翘,沿长度方向呈“L”状,两端上翘
C翘,沿宽度方向呈“C”状,主要集中在高强钢
产生原因:1)L翘,带钢存在内应力;矫直工艺不合理
2)C翘,加热上下表温差大;轧线、层流冷却、空冷不均匀,存在内应力
整改对策:1)优化加热工艺;2)轧线喷水状态检查,尽量使带钢均匀冷却;3)轧后缓冷;4)调整矫直机辊缝设定,优化矫直工艺参数
热轧产品质量要求镰刀弯缺陷特征:沿长度方向在板平面内旁弯,呈镰刀状产生原因:1)存在内应力;2)矫直工艺不准确
整改对策:1)优化轧线及层冷的冷却均匀性;2)使用表面较好轧辊;3)优化矫直工艺参数
热轧产品质量要求氧化铁皮压入缺陷特征:如下图,带状分布,有延伸变形痕迹,钢卷下表居多产生原因:精轧前机架轧辊氧化膜剥落严重整改对策:1)因材备辊;2)检查轧辊冷却水水嘴状态;3)优化前机架轧制负荷
钢板的表面质量要求钢板的表面质量要求氧化铁皮类氧化铁皮类热轧产品质量要求氧化铁皮细孔缺陷特征:如下图,较均匀分布,胡椒面状,面状分布,有时条带状,下表居多
产生原因:精轧前机架氧化膜剥落;轧制温度偏高
整改对策:1)因材备辊;2)检查轧辊冷却水水嘴状态;3)降低精轧入口温度;4)投入精轧除鳞水和F23机架水;5)表面要求高的带钢终轧温度按照下限控制
热轧产品质量要求红铁皮缺陷特征:如下图,一般红褐色,点状、条状或片状,分布于整个钢带上,上下表都有可能发生,常见于特殊钢种