12012-5-10武汉理工大学金工学部1WuhanUniversityofTechnology金属工艺学机电工程学院金工学部METALTECHNOLOGY2012-5-10武汉理工大学金工学部2上次课内容的回顾塑性变形理论及假设塑性变形机理:晶体内部产生滑移的结果,(位错运动)造成晶体的塑性变形金属变形过程中的组织与性能获得细化的再结晶组织;气孔、缩松等被压合;形成纤维组织;特点:各个方向上的力学性能不相同冷变形及热变形冷变形:只有加工硬化而无回复与再结晶现象热变形:变形温度在再结晶温度以上,无任何加工硬化影响塑性变形的因数塑性和变形抗力内因:化学成分的影响;金属组织的影响外因:变形温度的影响;变形速度的影响;应力状态的影响模膛锻造成型工艺(自学)22012-5-10武汉理工大学金工学部3金属塑性成型方法金属塑性成型方法主要分为无模自由成型(也称为自由锻)和模膛塑性成型(也称为模锻)
自由锻造优点:1
使用的工具简单、通用;2
生产准备周期短,灵活性大,所以使用范围广,特别适用于单件、小批量生产
自由锻是大型件唯一的锻造方法
自由锻造缺点:1
生产效率低,对操作工人的技艺要求高,工人的劳动强度大;2
锻件精度差,后续机械加工量大;国外工业发达国家的中小型自由锻件在其锻件总产量的比重只有20%~40%
自由锻工序:基本工序;辅助工序(在前);精整工序(在后)3
3金属塑性成型方法及工艺3
1自由锻2012-5-10武汉理工大学金工学部4自由锻工序基本工序辅助工序精整工序镦粗;拔长;冲孔;弯曲;错移;切割;芯轴拨长;芯轴扩孔;压钳把;倒棱;压痕;校正滚圆平整3
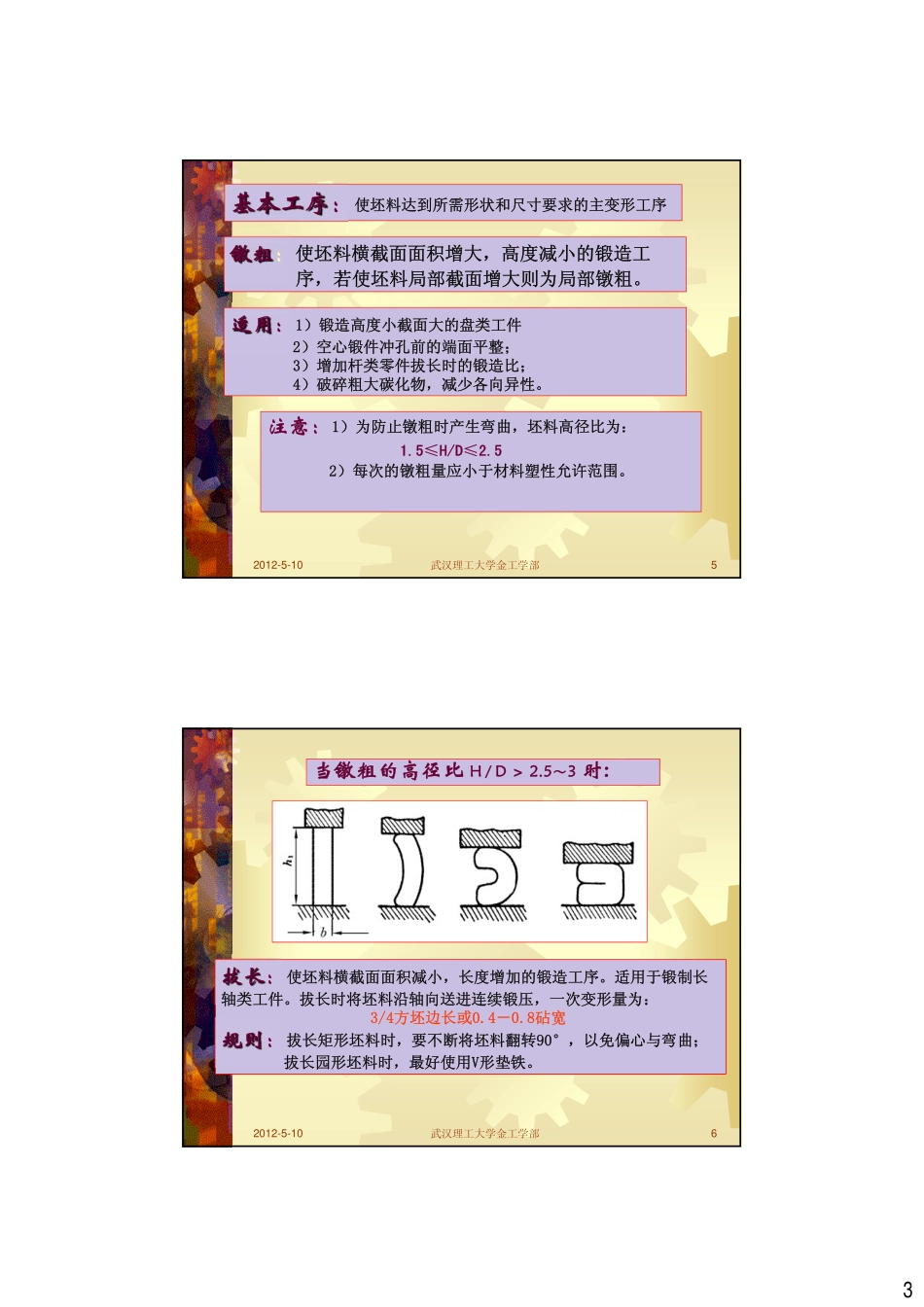
1自由锻工序分类32012-5-10武汉理工大学金工学部5注意:1)为防止镦粗时产生弯曲,坯料高径比为:1
5≤H/D≤2
52)每次的镦粗量应小于材料塑性允许范围
镦粗:使坯料横截面面积增大,高度减小