AP空气化工产品(榆林)有限公司榆林4*85000Nm3/h空分装置安装工程12Cr1MoVG管道焊接方案受控号:HSJ-HDFGS-YLAP-029编制:审核:批准:中国化学工程第四建设有限公司榆林AP项目部2014年4月12日目录一.概述1二
编制依据1三
施工准备1四
焊接施工4五
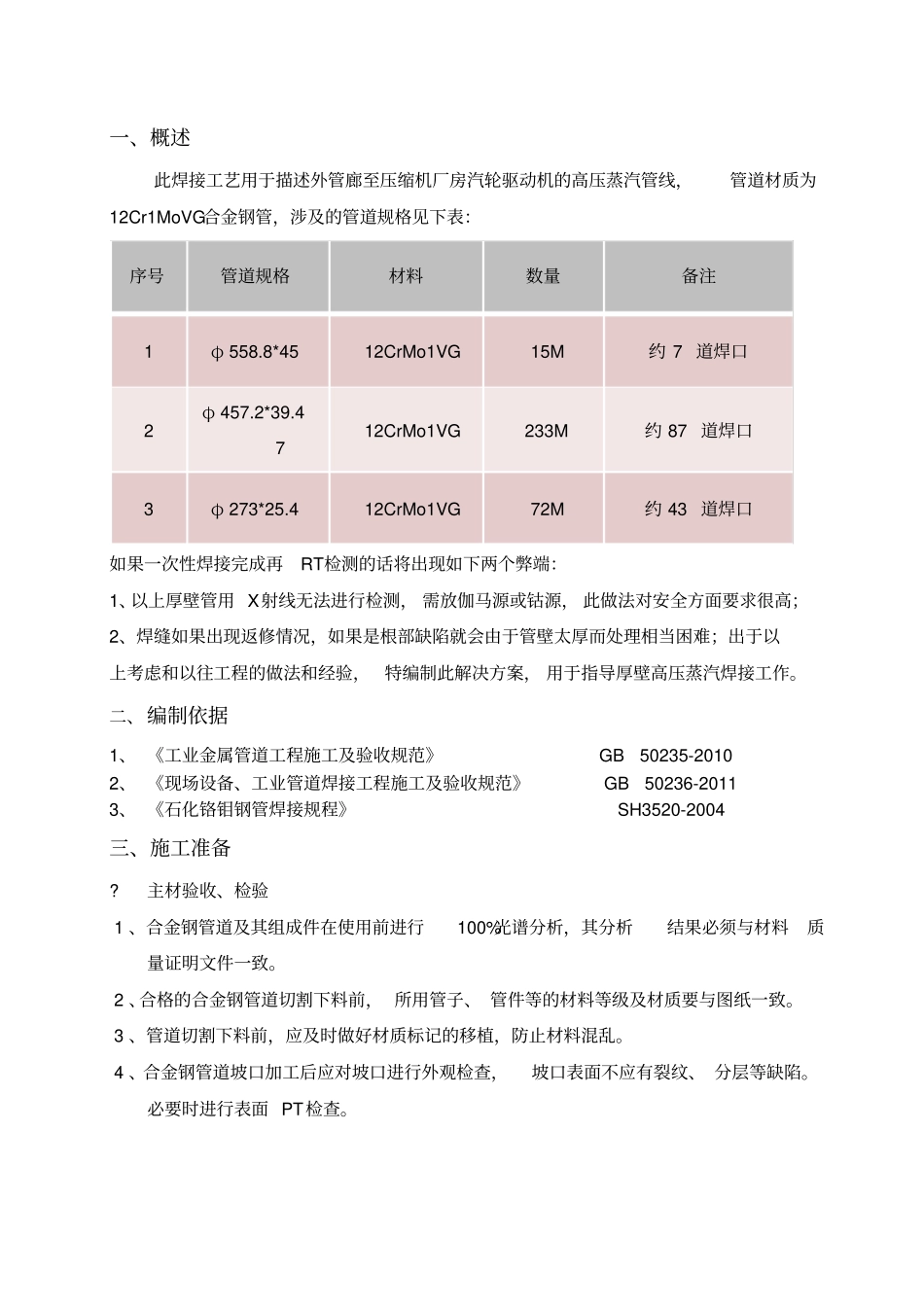
安全措施7一、概述此焊接工艺用于描述外管廊至压缩机厂房汽轮驱动机的高压蒸汽管线,管道材质为12Cr1MoVG合金钢管,涉及的管道规格见下表:如果一次性焊接完成再RT检测的话将出现如下两个弊端:1、以上厚壁管用X射线无法进行检测,需放伽马源或钴源,此做法对安全方面要求很高;2、焊缝如果出现返修情况,如果是根部缺陷就会由于管壁太厚而处理相当困难;出于以上考虑和以往工程的做法和经验,特编制此解决方案,用于指导厚壁高压蒸汽焊接工作
二、编制依据1、《工业金属管道工程施工及验收规范》GB50235-20102、《现场设备、工业管道焊接工程施工及验收规范》GB50236-20113、《石化铬钼钢管焊接规程》SH3520-2004三、施工准备
主材验收、检验1、合金钢管道及其组成件在使用前进行100%光谱分析,其分析结果必须与材料质量证明文件一致
2、合格的合金钢管道切割下料前,所用管子、管件等的材料等级及材质要与图纸一致
3、管道切割下料前,应及时做好材质标记的移植,防止材料混乱
4、合金钢管道坡口加工后应对坡口进行外观检查,坡口表面不应有裂纹、分层等缺陷
必要时进行表面PT检查
序号管道规格材料数量备注1φ558
8*4512CrMo1VG15M约7道焊口2φ457
4712CrMo1VG233M约87道焊口3φ273*25
412CrMo1VG72M约43道焊口
焊接材料选用表:管道材料焊丝牌号焊条型号12Cr1MoVGH08CrMoVAR3171
焊丝直径Φ2
5mm,焊条直径Φ3