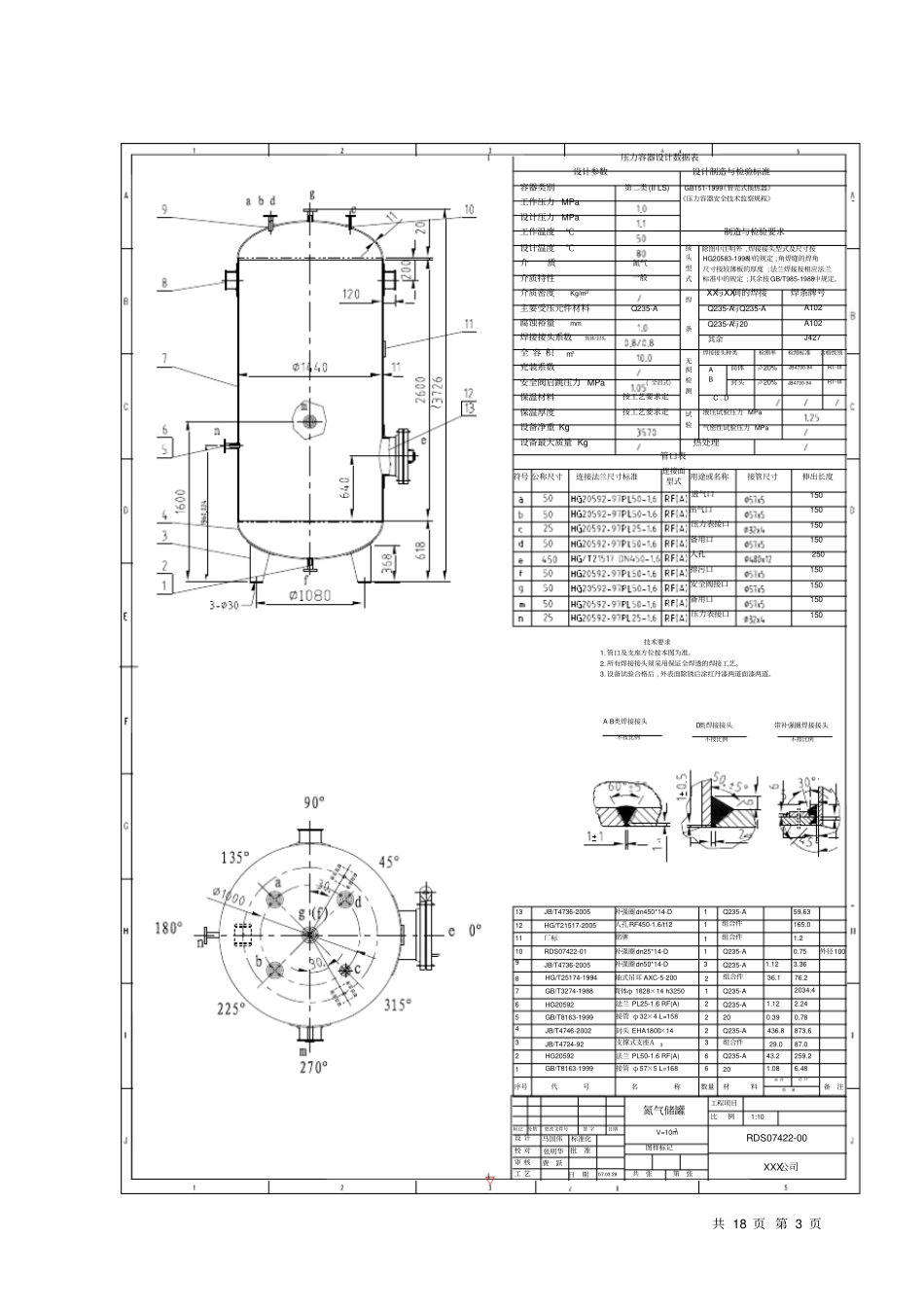
共18页第1页江苏省特种设备安全监督检验研究院质量提升年专项活动压力容器检验师专业知识考试(开卷)姓名分院(中心)目前岗位:□定检□监检得分必作题(共2题,每题30分,监检岗位和定检岗位检验师都必须答题)必答题1—监督检验题:某压力容器制造厂在制产品——氮气储罐,其设计总图见下页
(1)作为负责该厂压力容器监检工作的检验师,请对氮气储罐总图和设计数据表进行审查,如发现错误请指出,并给出正确的答案
(注:工作压力、设计压力、工作温度、设计温度、介质不属审查修改范围
)答:1、2、3、4、5、;6、7、8、9、10、11、12、(2)该产品出厂时不带安全附件,产品焊接试板按照《压力容器安全技术监察规程》的要求实行以批代台(编号:SB1234),产品试板带在其它的压力容器上
在制造过程中发生过材料代用和管口方位变更
请按《锅炉压力容器产品安全性能监督检验规则》和江苏省特种设备安全监督检验研究院《质量手册》第2版的要求,填写“压力容器产品安全性能监督检验项目”表
对需要监检的项目在检查结果栏中打上共18页第2页“√”
共18页第3页59
631补强圈dn450*14-DJB/T4736-20050
782接管φ32×4L=158GB/T8163-1999220XXX公司比例工程项目组合件材料图样标记批准校对07
28审核工艺日期共张第张日期更改文件号标记处数设计签字标准化代号JB/T4724-921序号V=10m氮气储罐3名称支撑式支座A3数量3备注RDS07422-001:10单件重量29
0总计组合件组合件轴式吊耳AXC-5-20029HG/T25174-1994HG20592345768法兰PL25-1
6RF(A)2筒体φ1828×14h325011110HG/T21517-2005人孔RF450-1
6/t12176
242034