品质统计手法培训品质控制(Qualitycontrol)—是指满足客户使用需求之系列活动及服务
在工业发展的初期,品质控制的唯一方法,就是仅仅将瑕疵(不良品)剔除,此种方式之弊端在于:①重工所浪费之无效工时;②不良品之根源没有得以有效控制而导致同样问题再次发生,进而提高了制造成本
随着工业的不断发展,及市场状况之频繁变化,管理人员要想了解品质状况必须从一大堆数据里慢慢总结、反复比较,才能大概掌握
当今之企业管理讲究快速对策,生产线在飞速运—转,耽误一分钟时间,可能已经造成巨大损失,管理人员面临两个选择停止生产或继续生产,怠工会浪费无效工时,但如果继续生产可能损失更大,到底如何决策,依据什么决策
当然,首先得了解现状,如果没有一种形象的表达工具,恐怕难以应付
进而慢慢便有品质统计的诞生,即,将生产中的一些问题整理成用线条、图案表示,这样一来,管理者要想了解目前的品质状况,只需一看图表便一目了然,管理人员便可快速、准确判断实施什么对策
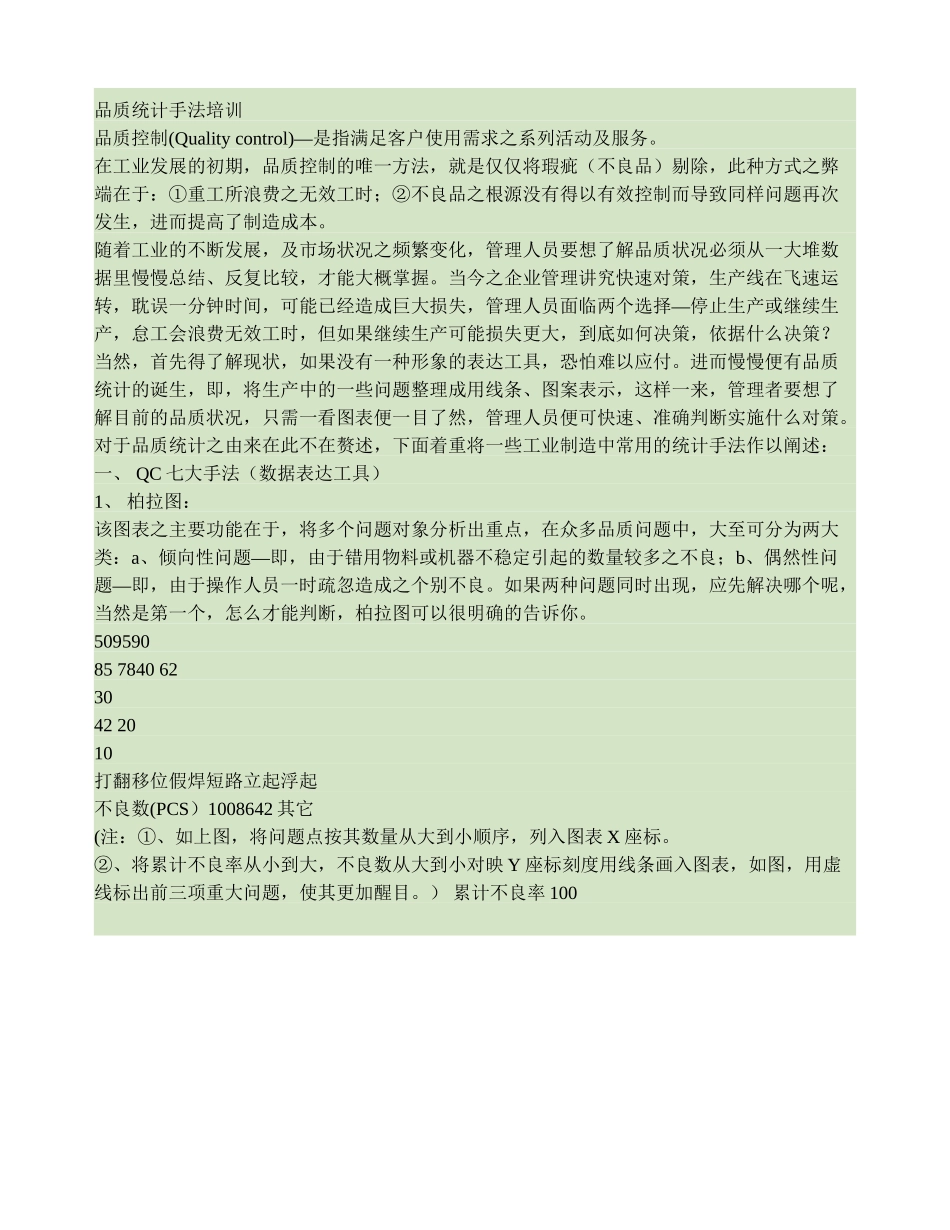
对于品质统计之由来在此不在赘述,下面着重将一些工业制造中常用的统计手法作以阐述:一、QC七大手法(数据表达工具)1、柏拉图:该图表之主要功能在于,将多个问题对象分析出重点,在众多品质问题中,大至可分为两大类:a—、倾向性问题即,由于错用物料或机器不稳定引起的数量较多之不良;b、偶然性问—题即,由于操作人员一时疏忽造成之个别不良
如果两种问题同时出现,应先解决哪个呢,当然是第一个,怎么才能判断,柏拉图可以很明确的告诉你
5095908578406230422010打翻移位假焊短路立起浮起不良数(PCS)1008642其它(注:①、如上图,将问题点按其数量从大到小顺序,列入图表X座标
②、将累计不良率从小到大,不良数从大到小对映Y座标刻度用线条画入图表,如图,用虚线标出前三项重大问题,使其更加醒目
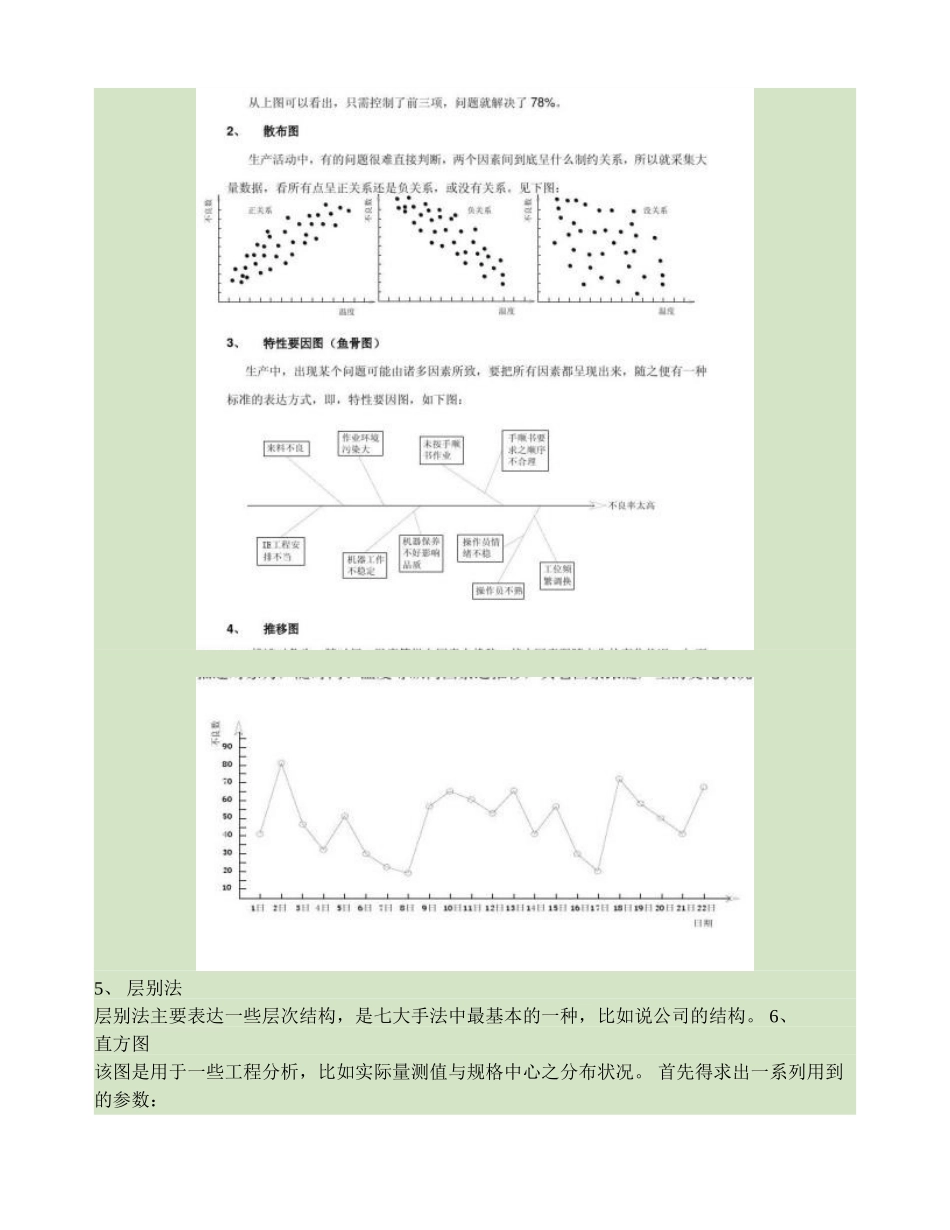
)累计不良率1005、层别法层别法主要表达一些层次结