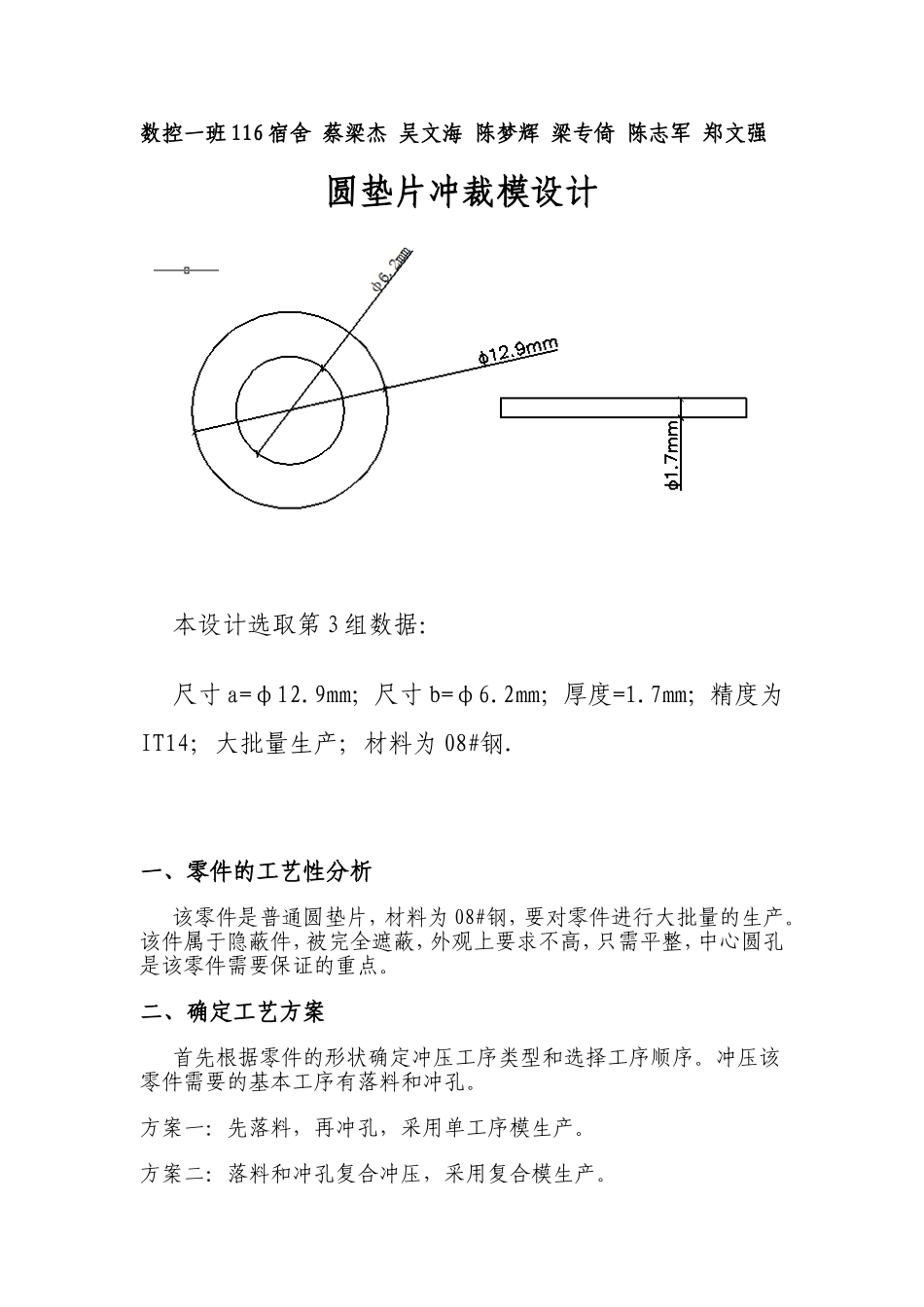
数控一班116宿舍蔡梁杰吴文海陈梦辉梁专倚陈志军郑文强圆垫片冲裁模设计本设计选取第3组数据:尺寸a=φ12
9mm;尺寸b=φ6
2mm;厚度=1
7mm;精度为IT14;大批量生产;材料为08#钢
一、零件的工艺性分析该零件是普通圆垫片,材料为08#钢,要对零件进行大批量的生产
该件属于隐蔽件,被完全遮蔽,外观上要求不高,只需平整,中心圆孔是该零件需要保证的重点
二、确定工艺方案首先根据零件的形状确定冲压工序类型和选择工序顺序
冲压该零件需要的基本工序有落料和冲孔
方案一:先落料,再冲孔,采用单工序模生产
方案二:落料和冲孔复合冲压,采用复合模生产
方案三:冲孔落料连续冲压,采用级进模生产
方案一单工序模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求
由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式
方案二复合模能在压力机一次行程内,完成落料、冲孔等多道工序,所冲压的工件精度较高,不受送料误差影响,内外形相对位置重复性好,由于压料冲裁的同时得到了校平,冲件平直且有较好的剪切断面
方案三级进模可以加工形状复杂、宽度很小的异形冲裁件,且可冲裁比较厚的零件,但级进模冲裁受压力机工作台面尺寸与工序数的限制,冲裁件尺寸不宜太大
另外级进模冲裁中、小型零件时零件平面度不高,高质量工件需校平
根据冲压模工艺原理,结合产品(垫圈)结构的特点,通过对比以上三种方案,采用复合模结构简单实用,冲压工艺过程稳定可靠,比较适合该零件了生产制造
另外为了便于排泄废料,故采用倒装复合模冲裁生产,避免了废料要人工来清除,节省了时间,同时也节省大量劳动力,提高了生产率
所以采用倒装复合模具
三、凸模与凹模刃口尺寸的计算由公差表查得φ6
2IT14级为φ6
2,取X=0
5;由公差表查得φ12
9IT14级为φ12
9,取X=0