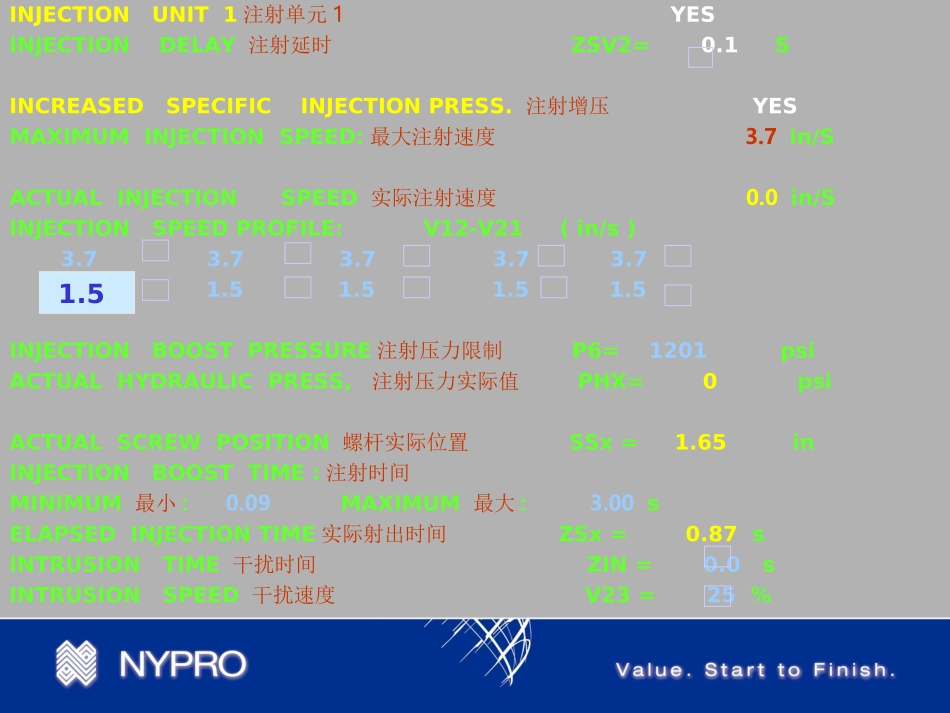
EngelCC100BINFECTION1INJECTIONUNIT1注射单元1YESINJECTIONDELAY注射延时ZSV2=0
1SINCREASEDSPECIFICINJECTIONPRESS
注射增压YESMAXIMUMINJECTIONSPEED:最大注射速度3
7in/SACTUALINJECTIONSPEED实际注射速度0
0in/SINJECTIONSPEEDPROFILE:V12-V21(in/s)3
5INJECTIONBOOSTPRESSURE注射压力限制P6=1201psiACTUALHYDRAULICPRESS,注射压力实际值PHX=0psiACTUALSCREWPOSITION螺杆实际位置SSx=1
65inINJECTIONBOOSTTIME:注射时间MINIMUM最小:0
09MAXIMUM最大:3
00sELAPSEDINJECTIONTIME实际射出时间ZSx=0
87sINTRUSIONTIME干扰时间ZIN=0
0sINTRUSIONSPEED干扰速度V23=25%1
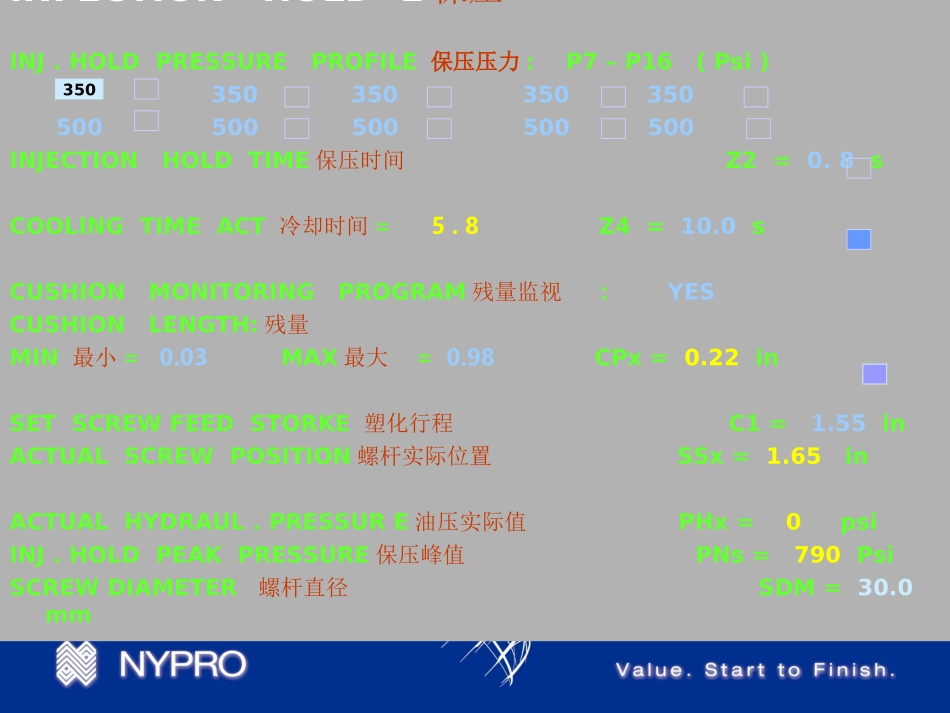
5INFECTIONHOLD1保压INJ
HOLDPRESSUREPROFILE保压压力:P7–P16(Psi)350350350350500500500500500INJECTIONHOLDTIME保压时间Z2=0
8sCOOLINGTIMEACT冷却时间=5
8Z4=10
0sCUSHIONMONITORINGPROGRAM残量监视:YESCUSHIONLENGTH:残量MIN最小=0
03MAX最大=0
98CPx=0
22inSETSCREWFEEDSTORKE塑化行程C1=1
55inACTUALSCREWPOSITION螺杆实际位置SSx=1
65inACTUALHYDRAUL
PRESSURE油压实际值P