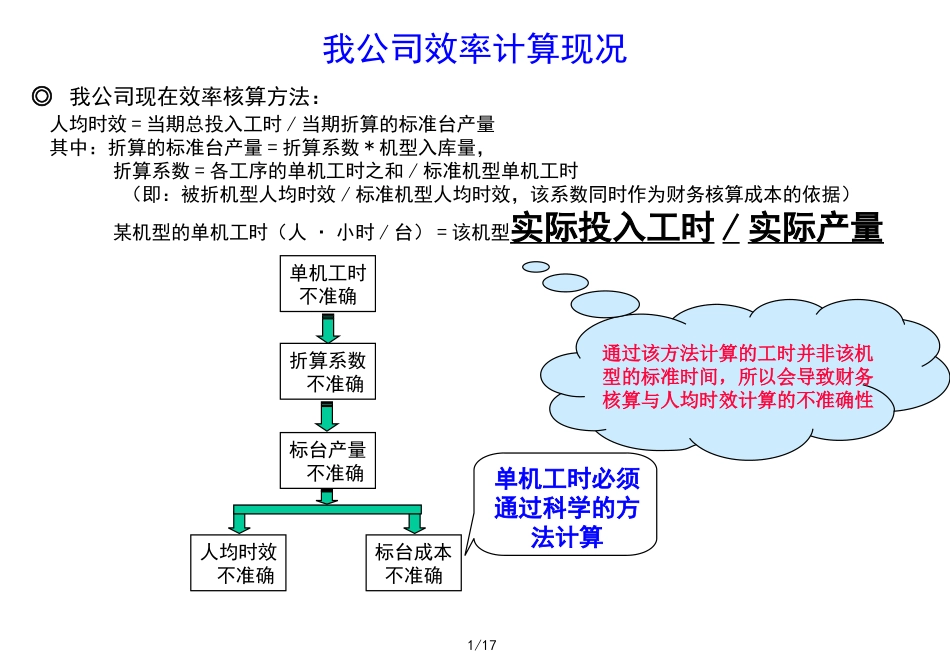
标准工时推广及效率分析实施报告•1-3现况及实施•4-8工时及效率的概念•9-11各级人员的作用•12-15效率的分析•16-17效率改善点目录1/17◎我公司现在效率核算方法:人均时效=当期总投入工时/当期折算的标准台产量其中:折算的标准台产量=折算系数*机型入库量,折算系数=各工序的单机工时之和/标准机型单机工时(即:被折机型人均时效/标准机型人均时效,该系数同时作为财务核算成本的依据)某机型的单机工时(人·小时/台)=该机型实际投入工时/实际产量我公司效率计算现况通过该方法计算的工时并非该机型的标准时间,所以会导致财务核算与人均时效计算的不准确性单机工时不准确折算系数不准确标台产量不准确人均时效不准确标台成本不准确单机工时必须通过科学的方法计算2/17◎我公司现在效率核算方法:人均时效=当期总投入工时/当期折算的标准台产量我公司效率计算优缺点缺点•不直观,与国际上通行的计算方法不一致,须换算后才可变为转化为效率;•不易在不同产品之间对比(如与AV、MONITOR)•不易与其它公司(及其它行业)对比•由于未对投入工时进行分解,所以生产线效率细化困难,不利于生产改善比较•未包含设备的使用效率(加动率分析)优点•标台的概念有利于财务的核算•对所有彩电工厂的横向比较提供了参考•有利于各彩电厂的效率目标制定3/17为了尽快提高我公司的效率及成本核算的准确性,又由于ST制作项目组已基本建立了标准时间(ST)的计算方法,所以建议在我彩电厂的F线先使用ST代替现在的工时定额,并改变效率的计算方法,随后推广到整个彩电厂,具体实施计划如下:标准工时及效率改善实施办法2003年2月5-28日2003年3月1-31日2003年4月1-30日2003年5月~•在F线试点,两种计算方法同时计算,比较差异,找出问题:•效率计算方法改变,将CTV生产线按工艺分为几段进行效率计算,并进行分段改善