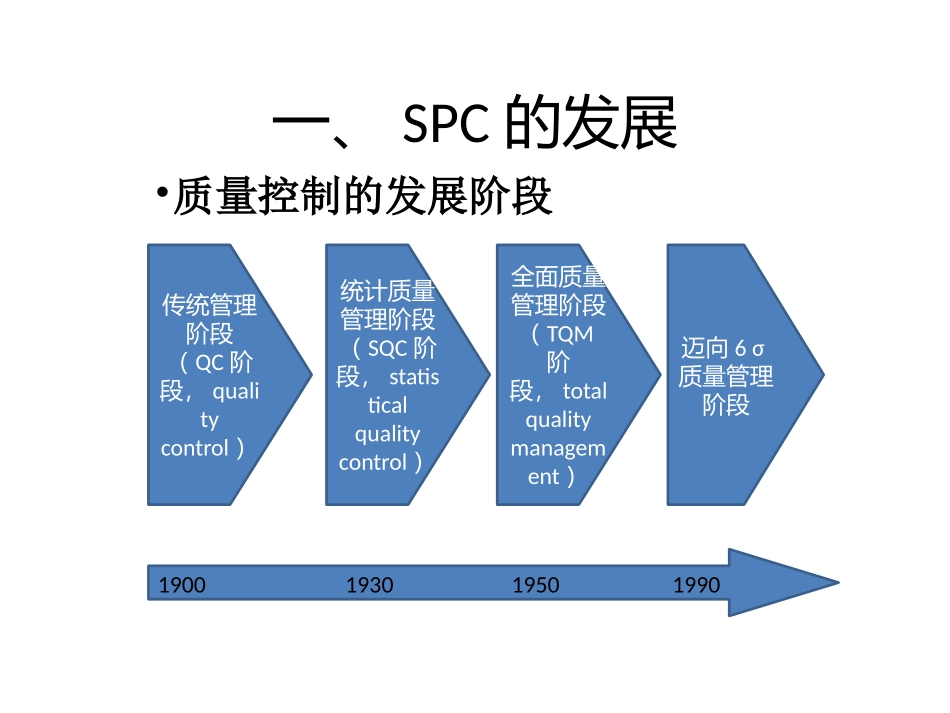
一、SPC的发展•质量控制的发展阶段传统管理阶段(QC阶段,qualitycontrol)统计质量管理阶段(SQC阶段,statisticalqualitycontrol)全面质量管理阶段(TQM阶段,totalqualitymanagement)迈向6σ质量管理阶段19001930195019906σ质量管理阶段•六西格玛(6σ,sixsigma),最初的含义建立在统计正态分布的基础上,一个过程具有6σ能力,意味着过程平均值与其规格上下限的距离为6倍标准差,此时过程波动减小,每100万次仅有3
4次落入规定界限之外,即6σ质量意味着差错率为百万分之3
随着管理的实施,σ这个反应数据特征的希腊字母,已从单纯的标准差含义走出来,被赋予了更新的内容
二、统计质量管理的基本观点过程和产品的质量是存在变异的过程和质量变异是有统计规律性的过程变异随机变异异常变异分类适用质量改进技术降低再降低适用SPC控制技术及时发现并纠正质量因素偶然因素偶然波动典型分布正态分布二项分布泊松分布异常原因异常波动偏离典型分布控制图检出(二)控制图•控制图是一个简单的过程控制系统,其作用是利用控制图所提供的信息,把一个过程维持在受控状态,一旦发生异常波动,就分析对质量不利的原因,采取措施加以消除,使质量不断提高,并把一个过程从失控状态变为受控状态,以保持质量稳定
•简言之就是寻找失败的原因——偶然原因(正常波动)还是系统原因(异常波动)
质量因素偶然因素偶然波动典型分布异常原因异常波动偏离典型分布控制图检出图1受控状态下的X的分布(异常消除,只有偶因)图2失控状态下的X的分布(有异因存在)X时间X时间不可预测•统计控制状态是生产追求的目标,因为在受控状态下,有下列优势:1
对产品的质量有完全的把握—通常控制图控制限在规格以内,故至少有99
73%的产品是合格品
生产是最经济的