《电气控制与可编程序控制器应用技术》课程设计《电气控制与可编程序控制器应用技术》课程设计物理与电子信息工程学院第1页共10页《电气控制与可编程序控制器应用技术》课程设计电气控制与可编程序控制器应用技术课程设计报告设计课题:采用PLC技术设计专用钻床控制系统的电气控制线路专业班级:自动化0812小组成员:指导教师:冯浩源设计时间:二〇二四二〇二四年十二月二十八日采用PLC技术设计专用钻床控制系统的电气控制线路一、设计任务与要求1.通过使用三菱FX2N系列可编程控制器设计出专用钻床控制系统的电气控制线路;2.当用户按下启动按钮后,相应的钻床自动工作,直至工件一次加工第2页共10页《电气控制与可编程序控制器应用技术》课程设计(钻头规定为两个,即一次钻一对孔)完成;3.工件加工完成(即钻孔全部钻好,本设计以6个钻孔为任务)后,钻床可自动返回初始状态,为下一次启动做好准备;二、方案设计与论证钻床是用钻头在工件上加工孔的机床
通常钻头旋转为主运动,钻头轴向移动为进给运动
即工件固定不动,刀具做旋转运动
因此,设计的程序主要是控制刀具(即钻头)的运动,而且钻头应能根据钻孔的程度作出相应的响应,按照给定的顺序一步一步往下进行,使用步进顺序控制较为简单
根据对两个钻头的控制方式的不同,产生如下两个方案:方案一、钻头异步工作当钻床启动后,两个钻头同时工作,由于摩擦等因素,两钻头不可能同时钻孔完成,于是,钻孔先完成的钻头先回到初始位置,然后该钻头向某一方向旋转120°,继续执行钻孔操作,当另一钻孔也完成钻孔后,也向同方向旋转120°,执行钻孔任务
当任意一个钻头钻够三个钻孔时,就停止工作,先回到初始状态,等待另一个钻头完成任务,返回初始状态
此时,启动按钮按下才会生效
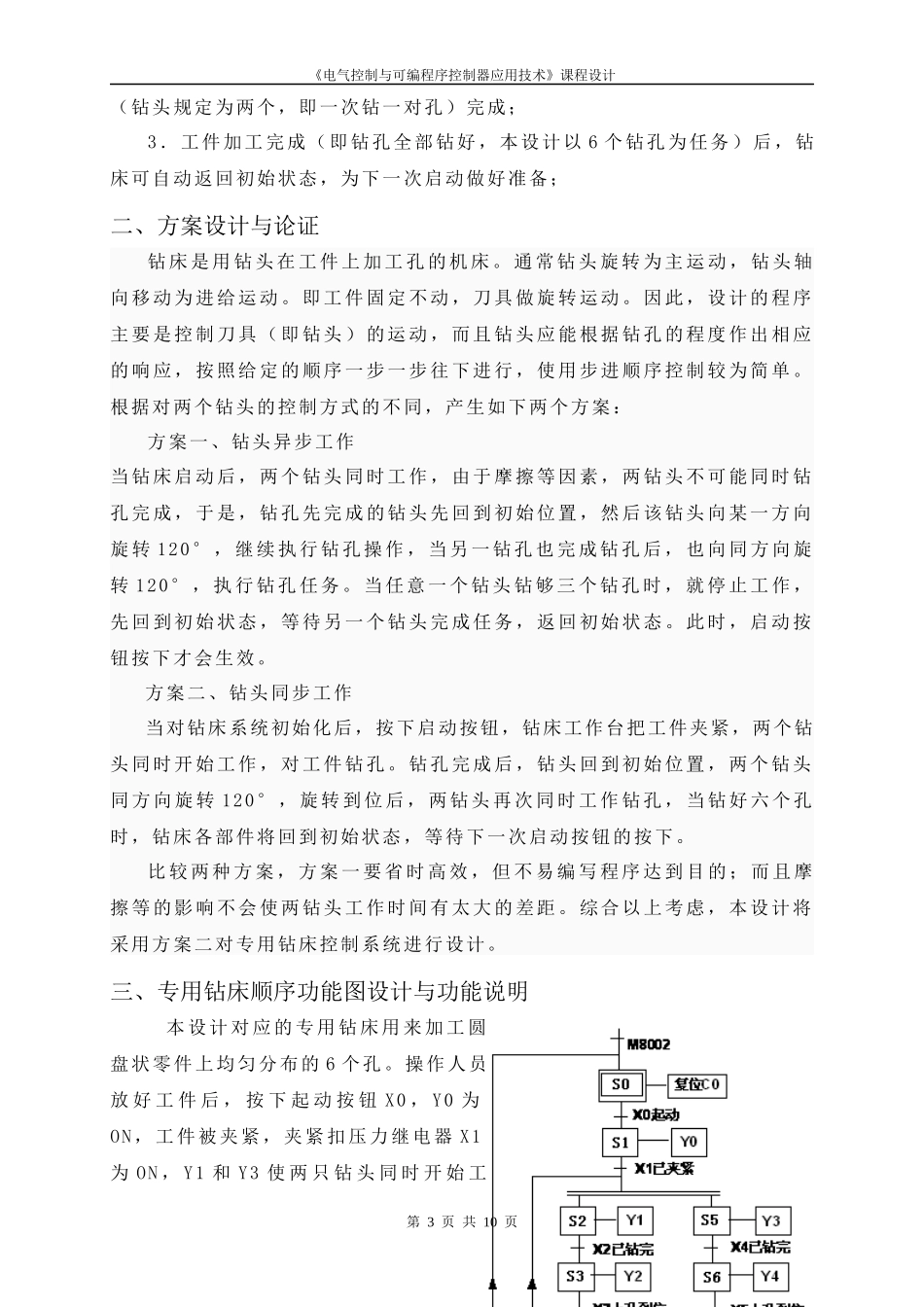
方案二、钻头同步工作当对钻床系统初始化后,按下启动按钮,钻床工作台把工件夹紧,两个钻头同时开始工作,对工件钻孔
钻孔完成后,钻头