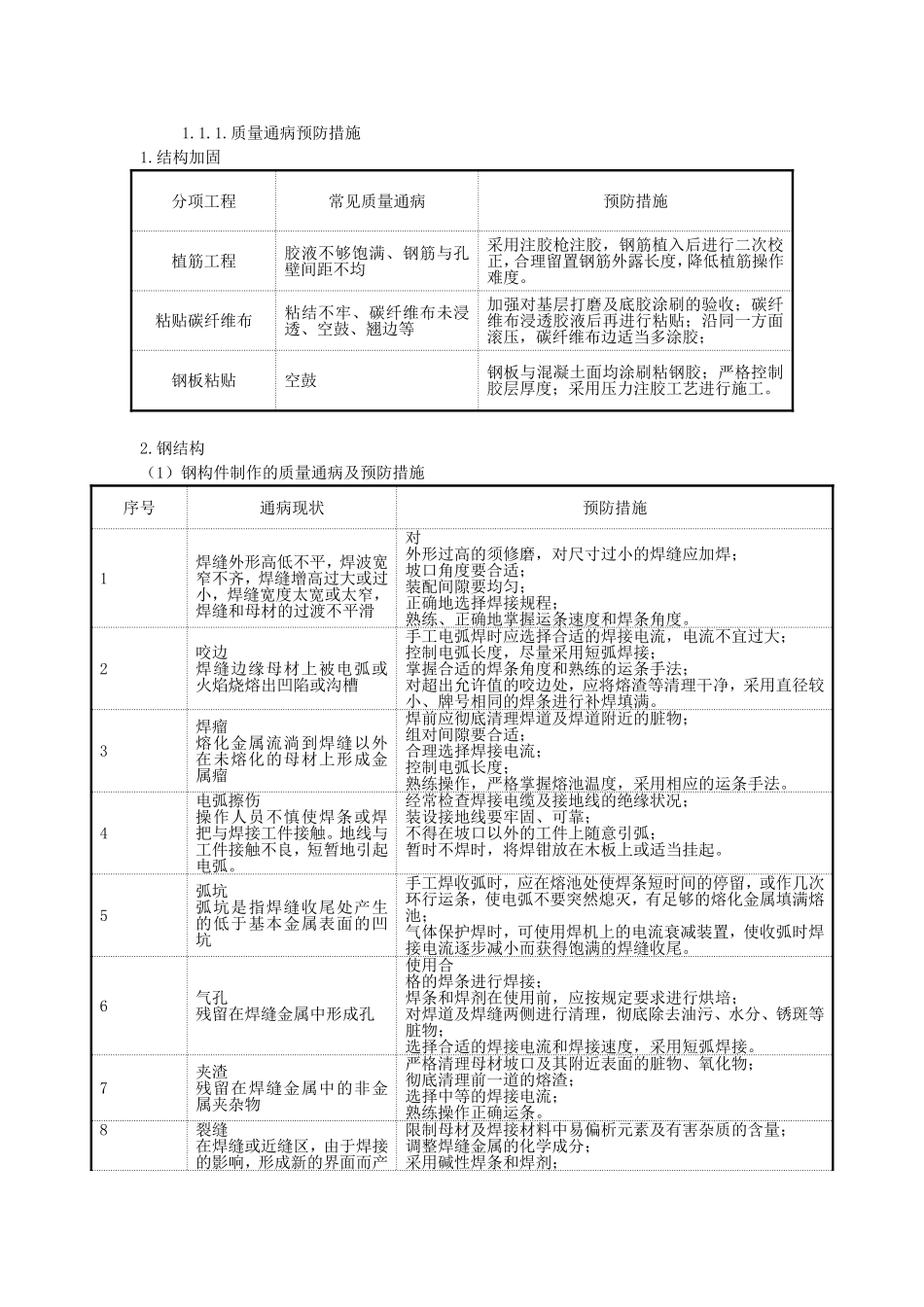
质量通病预防措施1
结构加固分项工程常见质量通病预防措施植筋工程胶液不够饱满、钢筋与孔壁间距不均采用注胶枪注胶,钢筋植入后进行二次校正,合理留置钢筋外露长度,降低植筋操作难度
粘贴碳纤维布粘结不牢、碳纤维布未浸透、空鼓、翘边等加强对基层打磨及底胶涂刷的验收;碳纤维布浸透胶液后再进行粘贴;沿同一方面滚压,碳纤维布边适当多涂胶;钢板粘贴空鼓钢板与混凝土面均涂刷粘钢胶;严格控制胶层厚度;采用压力注胶工艺进行施工
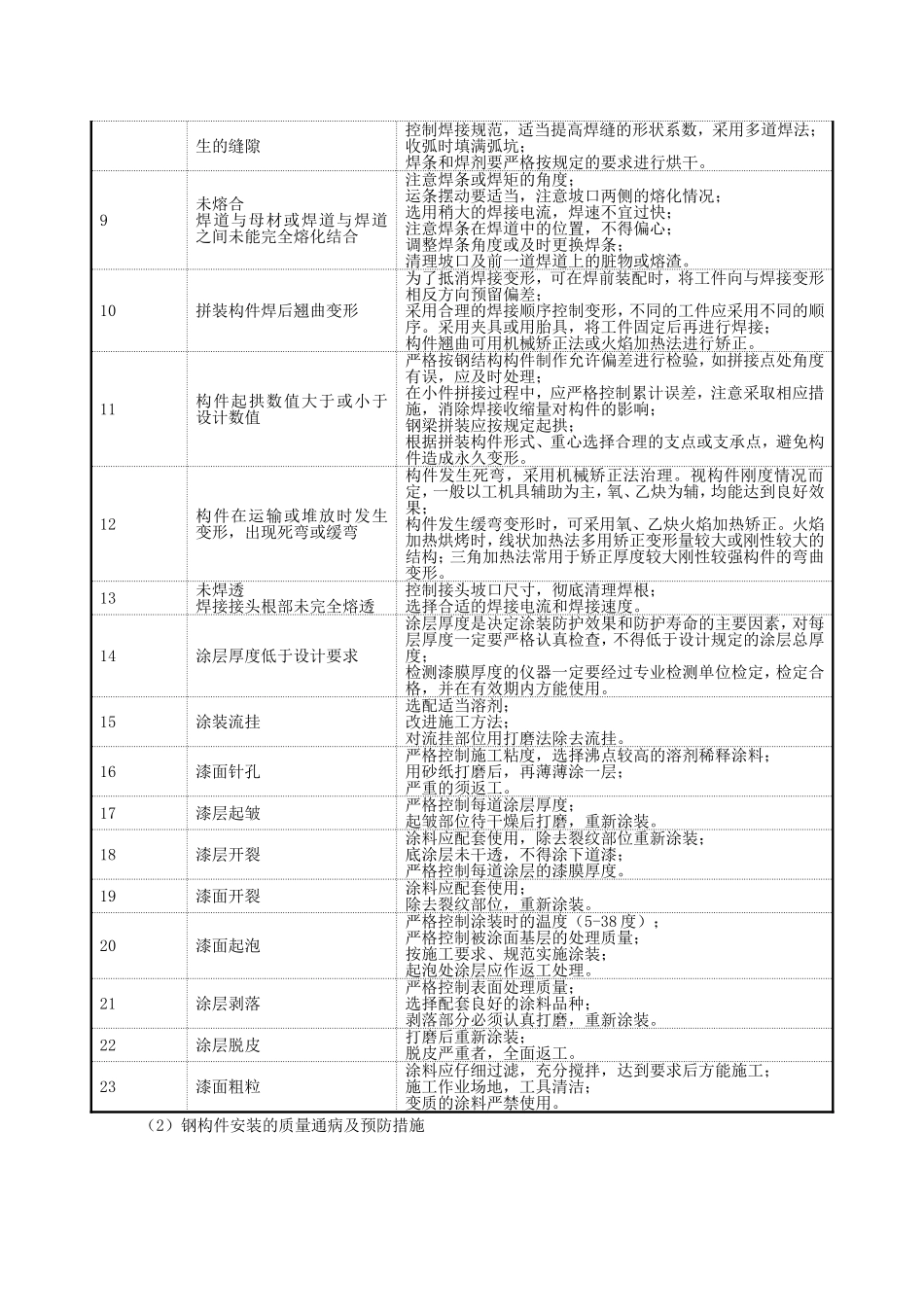
钢结构(1)钢构件制作的质量通病及预防措施序号通病现状预防措施1焊缝外形高低不平,焊波宽窄不齐,焊缝增高过大或过小,焊缝宽度太宽或太窄,焊缝和母材的过渡不平滑对外形过高的须修磨,对尺寸过小的焊缝应加焊;坡口角度要合适;装配间隙要均匀;正确地选择焊接规程;熟练、正确地掌握运条速度和焊条角度
2咬边焊缝边缘母材上被电弧或火焰烧熔出凹陷或沟槽手工电弧焊时应选择合适的焊接电流,电流不宜过大;控制电弧长度,尽量采用短弧焊接;掌握合适的焊条角度和熟练的运条手法;对超出允许值的咬边处,应将熔渣等清理干净,采用直径较小、牌号相同的焊条进行补焊填满
3焊瘤熔化金属流淌到焊缝以外在未熔化的母材上形成金属瘤焊前应彻底清理焊道及焊道附近的脏物;组对间隙要合适;合理选择焊接电流;控制电弧长度;熟练操作,严格掌握熔池温度,采用相应的运条手法
4电弧擦伤操作人员不慎使焊条或焊把与焊接工件接触
地线与工件接触不良,短暂地引起电弧
经常检查焊接电缆及接地线的绝缘状况;装设接地线要牢固、可靠;不得在坡口以外的工件上随意引弧;暂时不焊时,将焊钳放在木板上或适当挂起
5弧坑弧坑是指焊缝收尾处产生的低于基本金属表面的凹坑手工焊收弧时,应在熔池处使焊条短时间的停留,或作几次环行运条,使电弧不要突然熄灭,有足够的熔化金属填满熔池;气体保护焊时,可使用焊机上的电流衰减装置,使收弧时焊接电流逐步减小而获得