005A—BZ0
0054—B」/0
00845-50HRC车床主轴零件的加工工艺过程(一)型卧式车床主轴的加工主运动为回转运动的各种金属切削机床的主轴,是轴类零件中最有代表性的零件
主轴上通常有内、外圆柱面和圆锥面,以及螺纹、键槽、花键、横向孔、沟槽、凸缘等不同形式的几何表面
主轴的精度要求高,加工难度大,如果对主轴加工中一些重要问题(如基准的选择工艺路线的拟定等)能做出正确的分析和解决,则其他轴类零件的加工就能迎刃而解
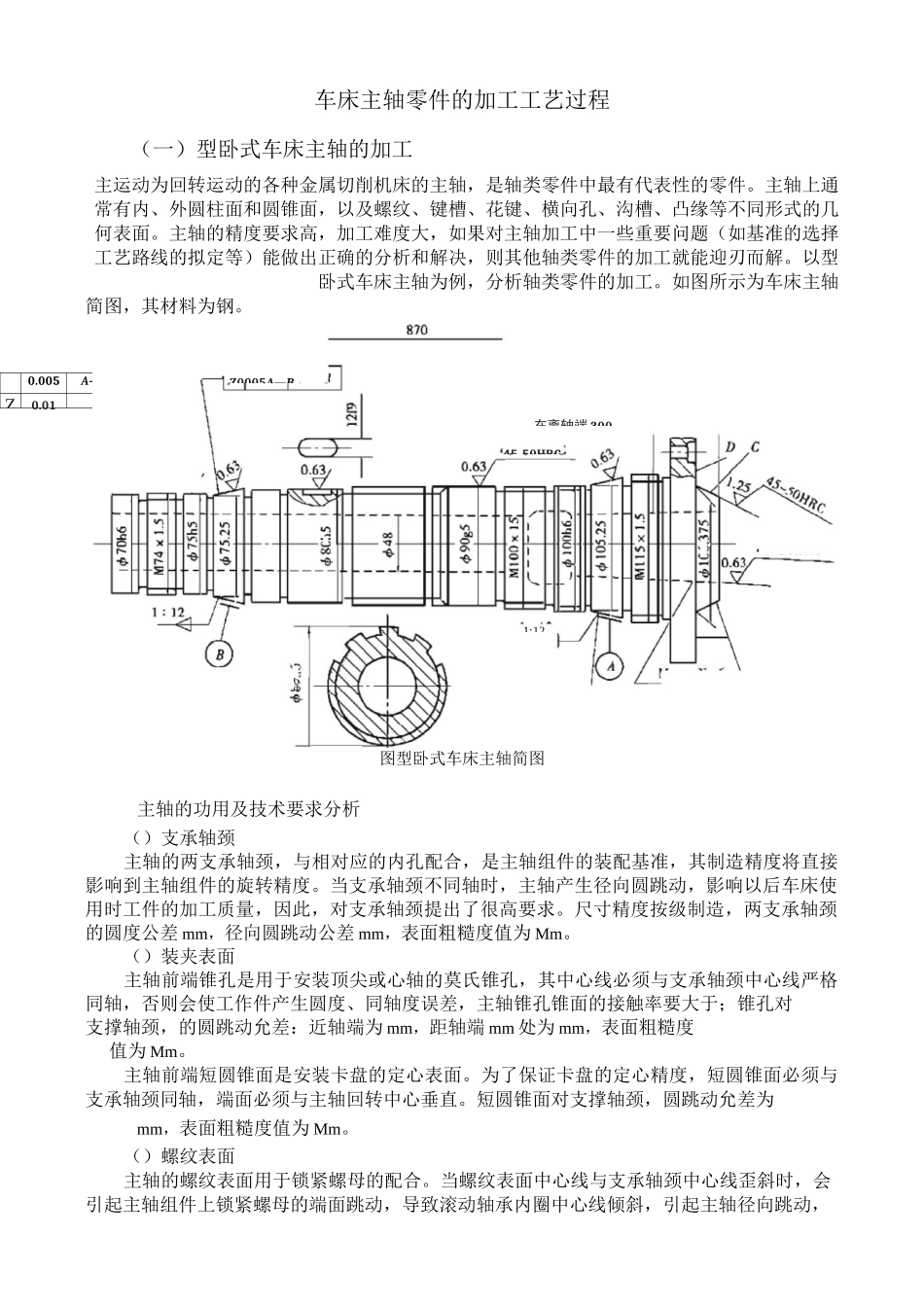
以型卧式车床主轴为例,分析轴类零件的加工
如图所示为车床主轴简图,其材料为钢
图型卧式车床主轴简图主轴的功用及技术要求分析()支承轴颈主轴的两支承轴颈,与相对应的内孔配合,是主轴组件的装配基准,其制造精度将直接影响到主轴组件的旋转精度
当支承轴颈不同轴时,主轴产生径向圆跳动,影响以后车床使用时工件的加工质量,因此,对支承轴颈提出了很高要求
尺寸精度按级制造,两支承轴颈的圆度公差mm,径向圆跳动公差mm,表面粗糙度值为Mm
()装夹表面主轴前端锥孔是用于安装顶尖或心轴的莫氏锥孔,其中心线必须与支承轴颈中心线严格同轴,否则会使工作件产生圆度、同轴度误差,主轴锥孔锥面的接触率要大于;锥孔对支撑轴颈,的圆跳动允差:近轴端为mm,距轴端mm处为mm,表面粗糙度值为Mm
主轴前端短圆锥面是安装卡盘的定心表面
为了保证卡盘的定心精度,短圆锥面必须与支承轴颈同轴,端面必须与主轴回转中心垂直
短圆锥面对支撑轴颈,圆跳动允差为mm,表面粗糙度值为Mm
()螺纹表面主轴的螺纹表面用于锁紧螺母的配合
当螺纹表面中心线与支承轴颈中心线歪斜时,会引起主轴组件上锁紧螺母的端面跳动,导致滚动轴承内圈中心线倾斜,引起主轴径向跳动,Z0005A—B45-50HRC1:126a在离轴端300因此,加工主轴上的螺纹表面时,必须控制其中心线与支承轴颈中心线的同轴度
()轴向定位面主