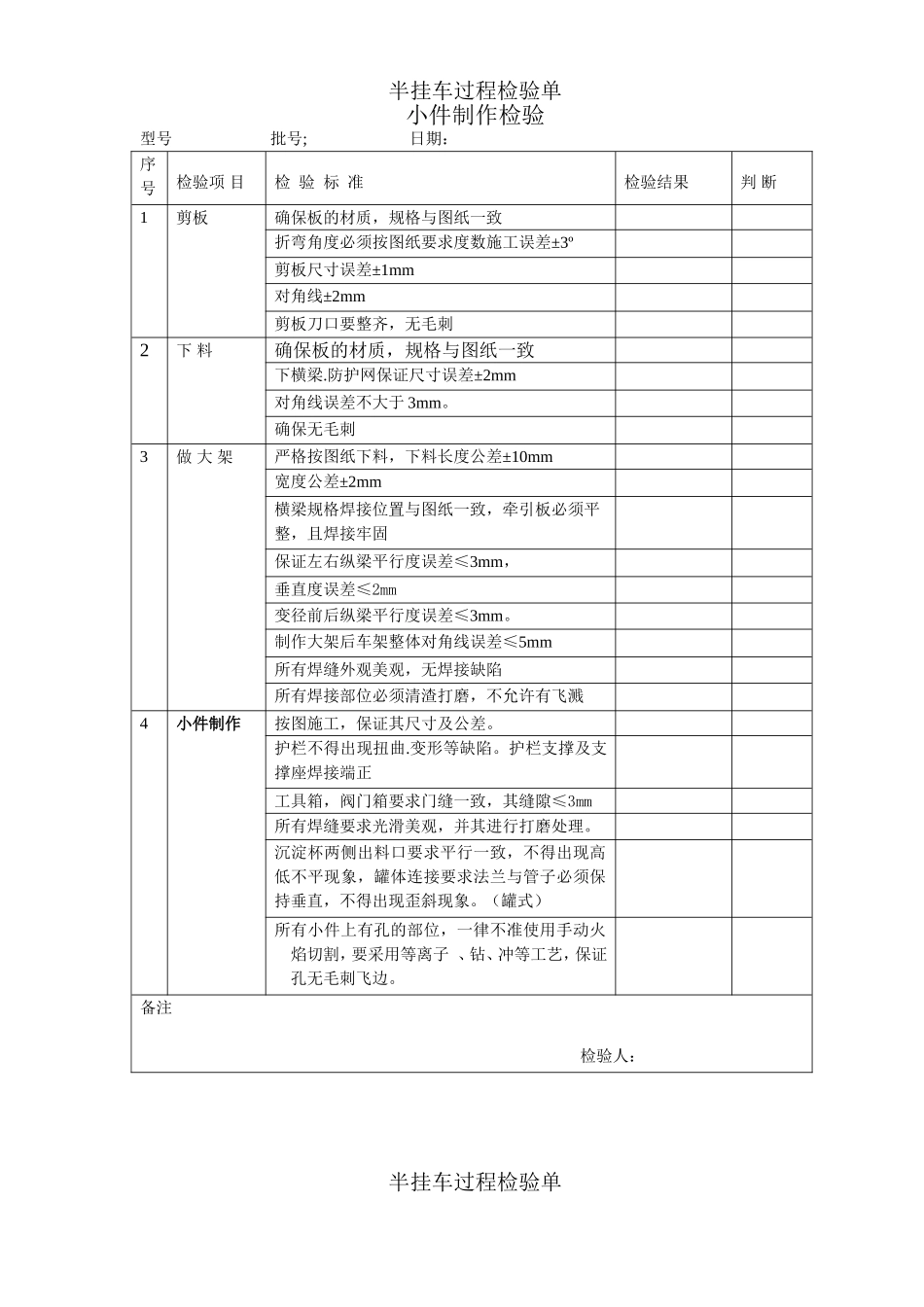
半挂车过程检验单小件制作检验型号批号;日期:序号检验项目检验标准检验结果判断1剪板确保板的材质,规格与图纸一致折弯角度必须按图纸要求度数施工误差±3º剪板尺寸误差±1mm对角线±2mm剪板刀口要整齐,无毛刺2下料确保板的材质,规格与图纸一致下横梁
防护网保证尺寸误差±2mm对角线误差不大于3mm
确保无毛刺3做大架严格按图纸下料,下料长度公差±10mm宽度公差±2mm横梁规格焊接位置与图纸一致,牵引板必须平整,且焊接牢固保证左右纵梁平行度误差≤3mm,垂直度误差≤2mm变径前后纵梁平行度误差≤3mm
制作大架后车架整体对角线误差≤5mm所有焊缝外观美观,无焊接缺陷所有焊接部位必须清渣打磨,不允许有飞溅4小件制作按图施工,保证其尺寸及公差
护栏不得出现扭曲
护栏支撑及支撑座焊接端正工具箱,阀门箱要求门缝一致,其缝隙≤3mm所有焊缝要求光滑美观,并其进行打磨处理
沉淀杯两侧出料口要求平行一致,不得出现高低不平现象,罐体连接要求法兰与管子必须保持垂直,不得出现歪斜现象
(罐式)所有小件上有孔的部位,一律不准使用手动火焰切割,要采用等离子、钻、冲等工艺,保证孔无毛刺飞边
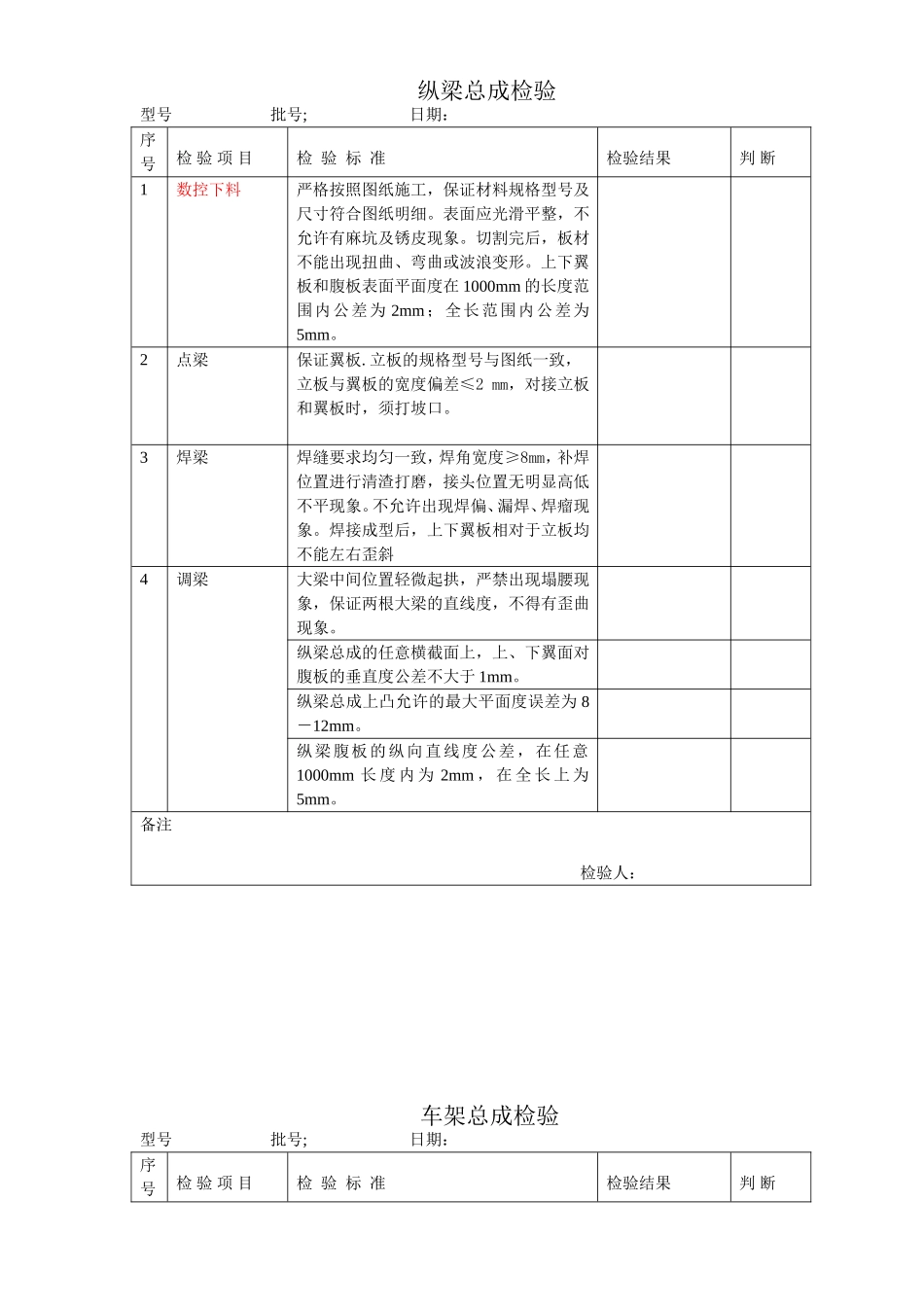
备注检验人:半挂车过程检验单纵梁总成检验型号批号;日期:序号检验项目检验标准检验结果判断1数控下料严格按照图纸施工,保证材料规格型号及尺寸符合图纸明细
表面应光滑平整,不允许有麻坑及锈皮现象
切割完后,板材不能出现扭曲、弯曲或波浪变形
上下翼板和腹板表面平面度在1000mm的长度范围内公差为2mm;全长范围内公差为5mm
2点梁保证翼板
立板的规格型号与图纸一致,立板与翼板的宽度偏差≤2mm,对接立板和翼板时,须打坡口
3焊梁焊缝要求均匀一致,焊角宽度≥8mm,补焊位置进行清渣打磨,接头位置无明显高低不平现象
不允许出现焊偏、漏焊、焊瘤现象
焊接成型后,上下翼板相对于立板均不能左右歪斜4调梁大梁中间位置