膜式水冷壁管屏平――仰角MAG焊接工艺研究摘要】本文详细讨论了锅炉膜式水冷壁管屏采用平、仰角同时进行MAG焊接的工艺及规范,并进行了工艺试验,试验结果表明采用该规范焊制的膜式水冷壁产品,成形美观,导热性能符合相关标准要求,对实际生产有一定指导意义
膜式水冷壁(以下简称膜式壁)管屏是锅炉主要受压部件,制造工作量大,周期长,生产工艺复杂,是锅炉制造的薄弱环节之一
目前国内外主要采用埋弧焊和熔化极气体保护焊(GMAW)两种焊接方法焊制锅炉膜式壁管屏
其中埋弧焊工艺焊速较高,但对焊剂处理和保存要求较高,包括焊剂烘干、输送、挥手和去渣等;另外,由于采用单面焊接,焊后产品变形大;生产工序复杂,还需翻身进行反面焊接
而GMAW工艺能双面同时焊接,工件受热均匀,管屏变形小;由于省去翻身焊接和减少了产品焊后变形校正工作量,生产效率高,逐渐被生产企业所重视和接受
但GMAW焊焊缝成形与很多因素有关,如何保证焊缝连续成形且性能达到要求的问题仍困扰着许多生产企业
因此,水文拟结合生产实际,详细讨论并提供采用熔化极气体保护焊方法焊制膜式壁管屏应掌握的正确焊接工艺参数及焊接规范
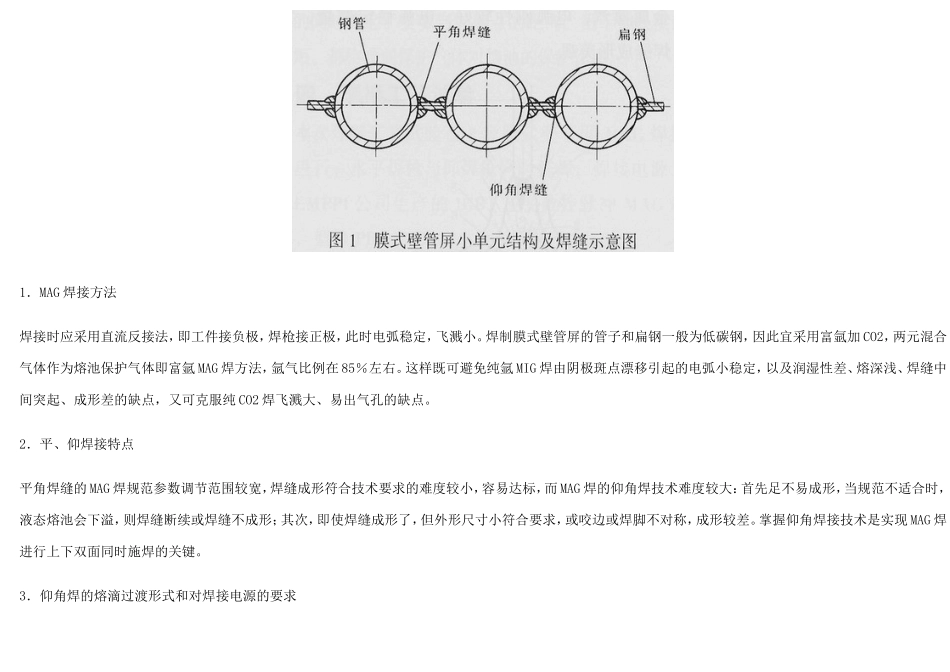
一、脉冲MAG焊接方法膜式壁管屏通常由钢管加扁钢焊制而成,生产时一般先焊接小单元,然后将小单元用钢管和扁钢连接起来,通过拼排,焊制成较宽管屏
膜式壁管屏小单元结构及焊缝如图1所示
1.MAG焊接方法焊接时应采用直流反接法,即工件接负极,焊枪接正极,此时电弧稳定,飞溅小
焊制膜式壁管屏的管子和扁钢一般为低碳钢,因此宜采用富氩加CO2,两元混合气体作为熔池保护气体即富氩MAG焊方法,氩气比例在85%左右
这样既可避免纯氩MIG焊由阴极斑点漂移引起的电弧小稳定,以及润湿性差、熔深浅、焊缝中间突起、成形差的缺点,又可克服纯CO2焊飞溅大、易出气孔的缺点
2.平、仰焊接特点平角焊缝的MAG焊规范参数调节范围较宽,焊缝成形符合技术要求的难