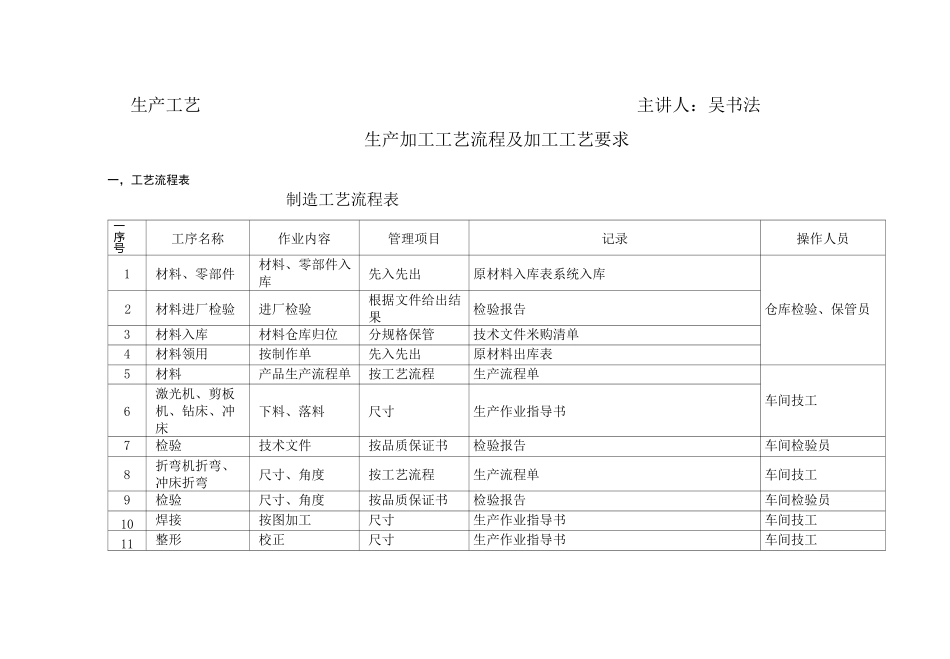
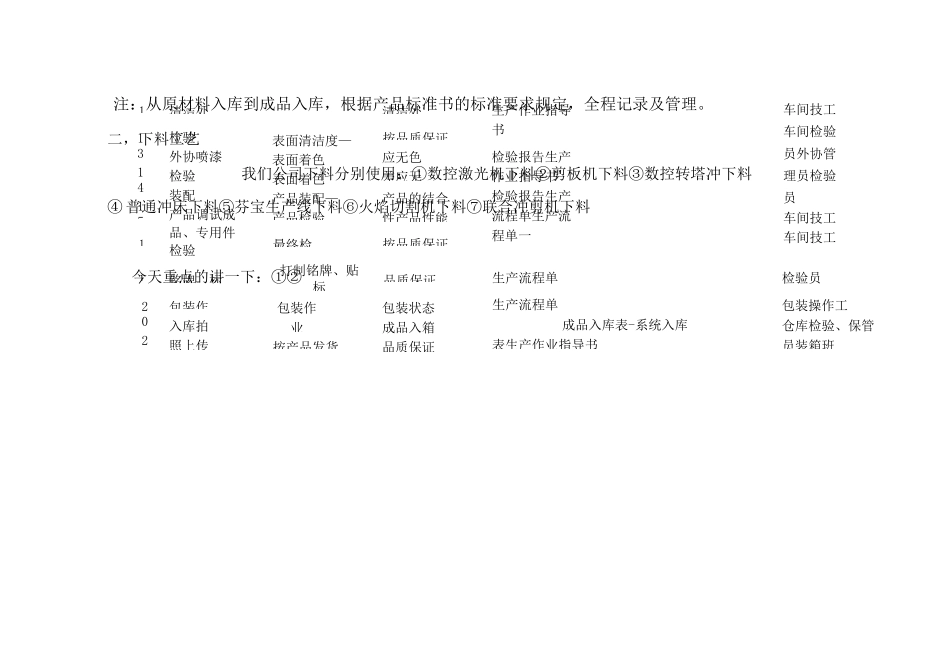
生产加工工艺流程及加工工艺要求制造工艺流程表一序号工序名称作业内容管理项目记录操作人员1材料、零部件材料、零部件入库先入先出原材料入库表系统入库2材料进厂检验进厂检验根据文件给出结果检验报告仓库检验、保管员3材料入库材料仓库归位分规格保管技术文件米购清单4材料领用按制作单先入先出原材料出库表5材料产品生产流程单按工艺流程生产流程单6激光机、剪板机、钻床、冲床下料、落料尺寸生产作业指导书车间技工7检验技术文件按品质保证书检验报告车间检验员8折弯机折弯、冲床折弯尺寸、角度按工艺流程生产流程单车间技工9检验尺寸、角度按品质保证书检验报告车间检验员10焊接按图加工尺寸生产作业指导书车间技工11整形校正尺寸生产作业指导书车间技工生产工艺主讲人:吴书法一,工艺流程表1131415112021清洁处清洁处检验外协喷漆检验装配产品调试成品、专用件检验铭牌、标包装作入库拍照上传表面清洁度—表面着色表面着色产品装配—产品检验最终检打制铭牌、贴标包装作业按产品发货按品质保证应无色差应无产品的结合性产品性能按品质保证品质保证包装状态成品入箱品质保证生产作业指导书检验报告生产作业指导书'检验报告生产流程单生产流程单一生产流程单生产流程单成品入库表-系统入库表生产作业指导书车间技工车间检验员外协管理员检验员车间技工车间技工检验员包装操作工仓库检验、保管员装箱班注:从原材料入库到成品入库,根据产品标准书的标准要求规定,全程记录及管理
二,下料工艺我们公司下料分别使用:①数控激光机下料②剪板机下料③数控转塔冲下料④普通冲床下料⑤芬宝生产线下料⑥火焰切割机下料⑦联合冲剪机下料今天重点的讲一下:①②1两台激光下料机
型号分别为:HLF-1530-SM、HLF-2040-SM2操作步骤2
1打开总电源开关2
2打开空气压缩机气源阀门,开始供气2
3打开稳压电源2
4打开机床电