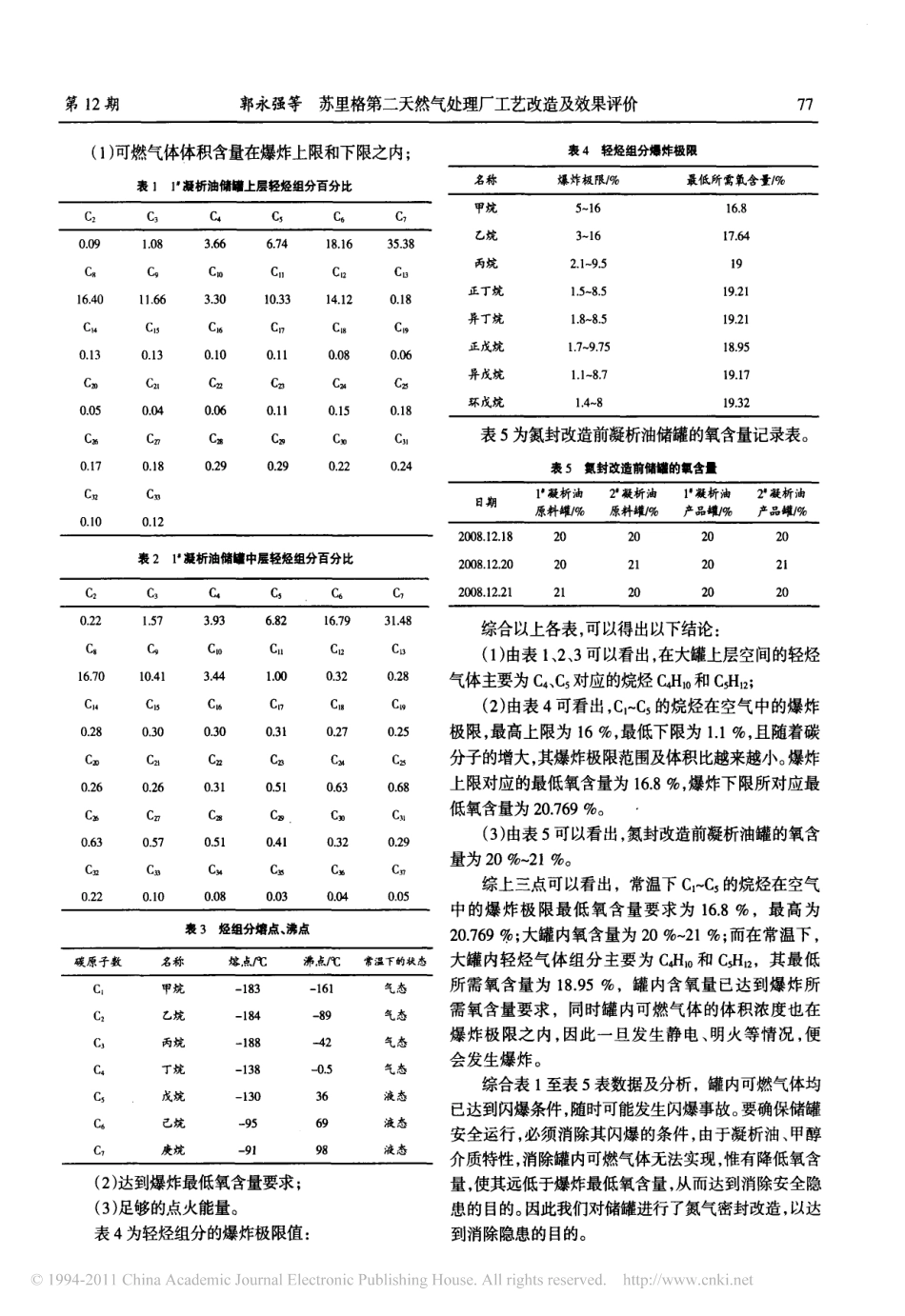
第29卷第12期2010年12月石油化工应用PETROCHEMICALINDUSTRYAPPLICAT10NVol.29No.12Dee.2010苏里格第二天然气处理厂工艺改造及效果评价郭永强,周忠强,杨言海,慕进升,贾金峨,邓伟(中国石油长庆油田分公司第三采气厂,内蒙古乌审旗01730)摘要:苏里格第二天然气处理厂隶属于长庆油田分公司第三采气厂,自208年6月30日投产以来顺利平稳的完成了天然气处理及外输任务�在这一年多的实际运行过程中,部分工艺流程存在一定的不足和安全隐患,不能很好的满足现场生产的需要,所以在这一年多的运行过程中主要对罐区储雄�集气区排污系统等进行了改造�通过这些工艺流程的技术改造使各个装里能够更好的满足现场生产的要求�关键词:工艺流程;技术改造;排污系统;含醉污水;氮封中图分类号:X741文献标识码:A文章编号:1673一5285(2010)12一076一05苏里格第二天然气处理厂隶属于长庆油田分公司第三采气厂,于207年4月18日开始正式动工修建�于208年6月30日一次性投产成功�苏里格第二天然气处理厂主体为单套处理量soxl少砰的处理装置3套;配套建有增压站�集配气总站�火炬放空系统;同时建有空氮站�供热站�供水站�甲醇回收�污水处理等辅助装置�苏里格第二天然气处理厂的主要流程为:集气干线来原料气进人集气清管区;再进人预分离器,对原料气进行气�水的初步分离;分离后的天然气经过计量后进人脱油脱水装置,在过滤分离器除去天然气中的固体颗粒和游离液体;然后进人预冷换热器管程,利用处理后的冷干气对原料气进行预冷,然后气体进人丙烷蒸发器与液体丙烷进行换热降温,接着进入低温分离器进行脱油脱水,然后进人预冷换热器的壳程与原料气进行换热后一路进人增压站增压后去榆林末站,另一路直接经过配气区输至内蒙周边用户�自苏里格第二天然气处理厂投产以来,根据现场实际生产的需要对部分工艺流程和设备进行了技术改造,通过改造使现有的生产工艺更加完善,生产运行更加安全平稳�209年主要对罐区10具储罐�集气区排污系统等进行了技术改造�存在的问题及改造可行性分析含油�含醇储罐苏里格第二天然气处理厂罐区共有含醇污水储罐3具�甲醇产品罐3具�凝析油原料罐2具�凝析油储罐2具,罐内介质甲醇�凝析油等均为易挥发性介质�在生产运行过程中存在以下问题:(l)由于凝析油缓冲罐向凝析油罐排液为连续排液,排液压力为0.3MPa,进人储罐后压力释放,大量气体也随之释放出来;(2)凝析油�甲醇等为易挥发性介质,在常压下,随温度升高,也会挥发出大量气体�因此在罐体空间里存有大量凝析油�甲醇可燃气体�因为这ro具储罐均为内浮顶罐,在大罐正常进出液时,大罐呼吸,空气从呼吸阀�通气孔进人罐内,与可燃气体形成了混合性爆炸气体,同时凝析油�甲醇自通气孔�呼吸阀排出大罐,污染周围环境�当罐体发生静电�有明火存在等情况时,罐内混合性爆炸气体瞬间会发生闪爆,造成严重的安全事故�以下三个表格为苏里格第二天然气处理厂凝析油储罐中�上层凝析油的组份分析表及烷烃沸点表:由表1�表2�表3可以看出凝析油罐的上层�中层烃组分中含有较大部分的(C4�CS)类低碳烃,这些组份的总含量分别达到了10.40%�ro.75%�而凝析油组份主要为烷烃组分,该类组份沸点接近常温,在环境温度较高的情况下极易大量挥发,从而造成储罐内部气体空间里含有大量轻烃气体组份�气体爆炸条件如下:*收稿日期:2010一06一1第12期郭永强等苏里格第二天然气处理厂工艺改造及效果评价(l)可燃气体体积含量在爆炸上限和下限之内;表4轻烃组分.炸极限表]l凝析油储.上层轻经组分百分比最低所需氧含量/%�料岁!日石n,167.rCZC3C4C,C6C,18.1635.3814.12名称爆炸极陶%甲烷5一16乙烷3一16丙烷2.1一9.5正丁烷1.5~8.5异丁烷LS一8.5正戊烷1.7一9.75异戊坑1.1一8.7环戊烷1.4一86,魂30,诵10�心伪�心3.(3.:0.:0.(o.:cc2900,!UDCt,且1皿18.9519.32表5为氮封改造前凝析油储罐的氧含量记录表�表5氮封改造前储姚的权含.0.06cl0几0.18c,0.241殊0.08饰0.l5与CI0.2,0.l伪0.l0.29%l.凝析油原料匆%2.凝析油原料堆瓜l.凝析油产品切%2.凝析油产品雄/%仇0.1:o.OCzl场0.l1几0.l:0.09�l6.40殊0.l3岛0.05几017!0.l00通01.气!,!,!2020202l表21.凝析油储峪中层轻烃组分百分比2的8.12,...