1轮廓表面测量及评定方法洛阳轴研科技股份有限公司朱孔敏1
轮廓表面测量方法概述工程中所用的固体表面,实际上是由许多不规则的大小不同和形状各异的凸峰和凹谷构成的,这种表面几何形态,称之为表面形貌
相互运动表面的表面形貌对于表面润滑、摩擦力、耐磨性、接触疲劳、配合精度、密封性等都有很重要的影响,轴承是典型的机械基础件,准确测量其运动表面形貌对控制质量有重要意义
表面形貌的测量仪器从测量功能上区分一般有二维测量和三维测量两种,从测量方法上区分则有接触式(一般为触针式轮廓仪)和非接触式(如干涉显微镜、白光干涉仪、激光式表面粗糙度测量仪)两种
触针式表面形貌仪是目前最常用的可靠的形貌测量仪,特别是二维轮廓仪应用更为广泛,并且一直是各国国家标准及国际标准制定的依据,下面以洛阳轴研科技股份有限公司开发的XM200表面形貌测量仪为代表介绍表面形貌测量和表面轮廓测量
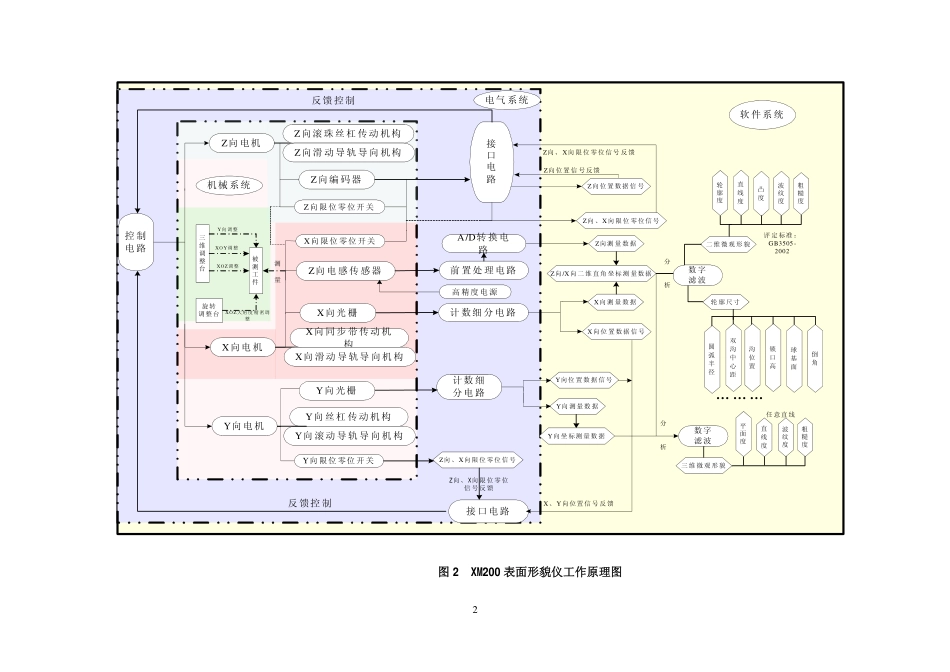
XM200表面形貌测量原理XM200表面形貌测量仪(图1、图2)采用三维直角坐标测量原理,即X方向的直线运动,Z方向的位移测量,Y方向的间断直线运动
X方向由直流电机通过同步带带动精密滑动导轨移动,并通过高精度的光栅尺实现X坐标的位移测量,建立X坐标系;Z坐标由高精度大量程差动电感式传感器实现Z坐标的位图1XM-200表面形貌仪移测量,实现单一截面内零件表面轮廓的测量,立柱导轨的上下位移量可通过绝对编码器进行测量和定位;Y坐标方向由步进电机和滚珠丝杠带动精密滚动导轨间断移动,光栅传感器精确测量步距,实现多截面的轮廓测量,X坐标、Y坐标、Z坐标信息送计算机处理实现表面形貌测量
当Y坐标固定时XM200表面形貌仪就是常用的轮廓测量仪,轴承行业常用的是轮廓仪的功能
在对被测件进行测量时,被测件置于多维调整台上
将电感传感器探头伸到被测部位,按规定的X向移动范围开始测量
测量过程中,传感器由X向电机拖动,沿工件表面拾取单一截面内表面