静压造型工艺中排气塞的功用和性能1简介在静压造型过程中铸型压实分两个过程,首先快速通入强气流,然后是压实
加砂后,工作台将砂箱和含型板的型板框一起升起直到压触膨胀室(expansionchamber),在这种情况下,整个铸型区域和外部完全密封,这样,压缩空气只能通过型板或型板区域的排气塞排出
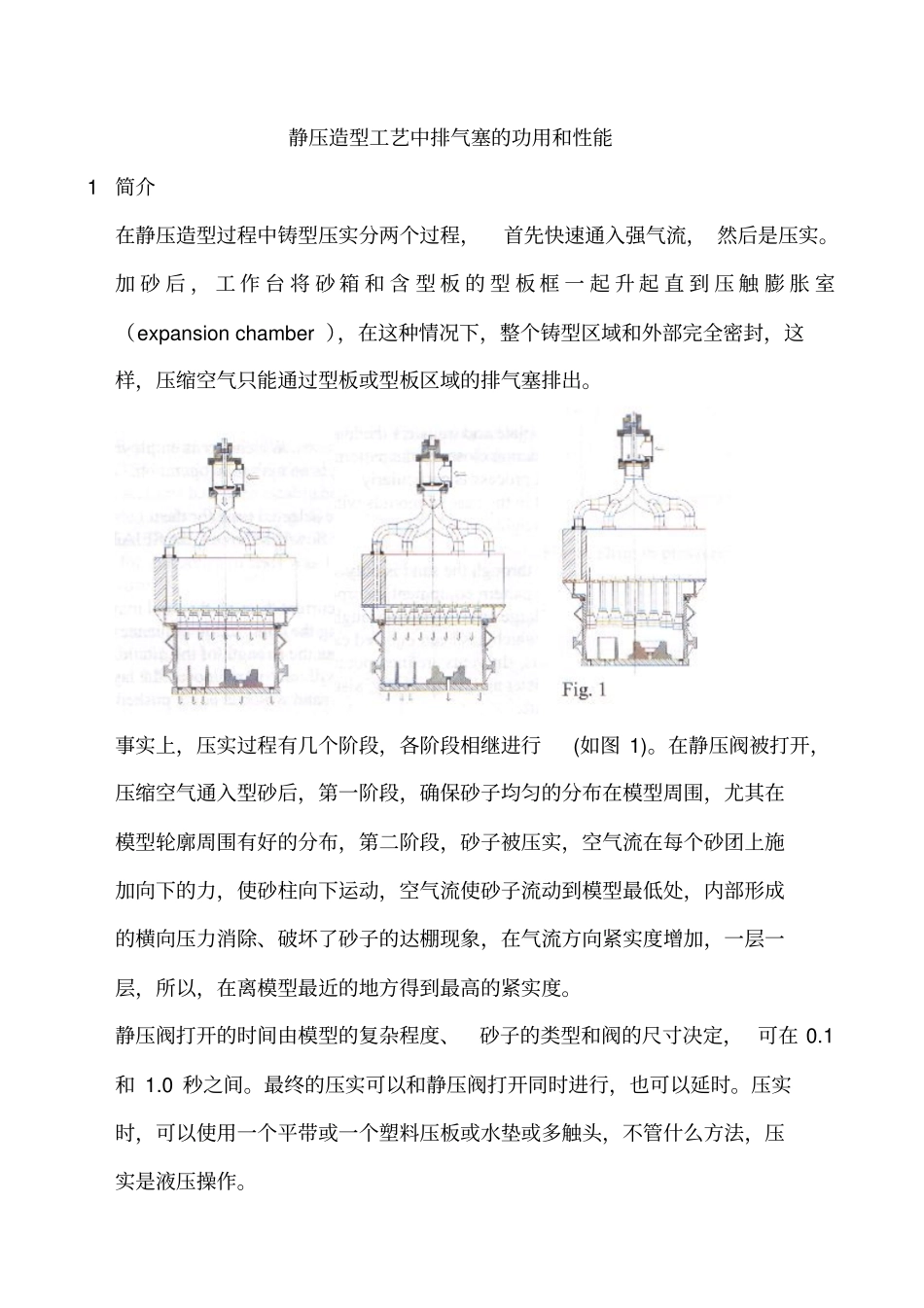
事实上,压实过程有几个阶段,各阶段相继进行(如图1)
在静压阀被打开,压缩空气通入型砂后,第一阶段,确保砂子均匀的分布在模型周围,尤其在模型轮廓周围有好的分布,第二阶段,砂子被压实,空气流在每个砂团上施加向下的力,使砂柱向下运动,空气流使砂子流动到模型最低处,内部形成的横向压力消除、破坏了砂子的达棚现象,在气流方向紧实度增加,一层一层,所以,在离模型最近的地方得到最高的紧实度
静压阀打开的时间由模型的复杂程度、砂子的类型和阀的尺寸决定,可在0
最终的压实可以和静压阀打开同时进行,也可以延时
压实时,可以使用一个平带或一个塑料压板或水垫或多触头,不管什么方法,压实是液压操作
静压空气流一耗尽(时间设定),静压阀就立即关闭
可能在压实时通入二次气流以提高铸型强度,这股气流将进一步使压实板压实的型砂层松散,并将其运送到靠近模型表面的重要区域,当模型在高度方向有大的变化时推荐使用此方法
通入型砂的气流通过型板装置上足够大的排气面积排出,可以在型板框上安置缝隙式排气塞,如果必要,型板上也可以安置排气塞
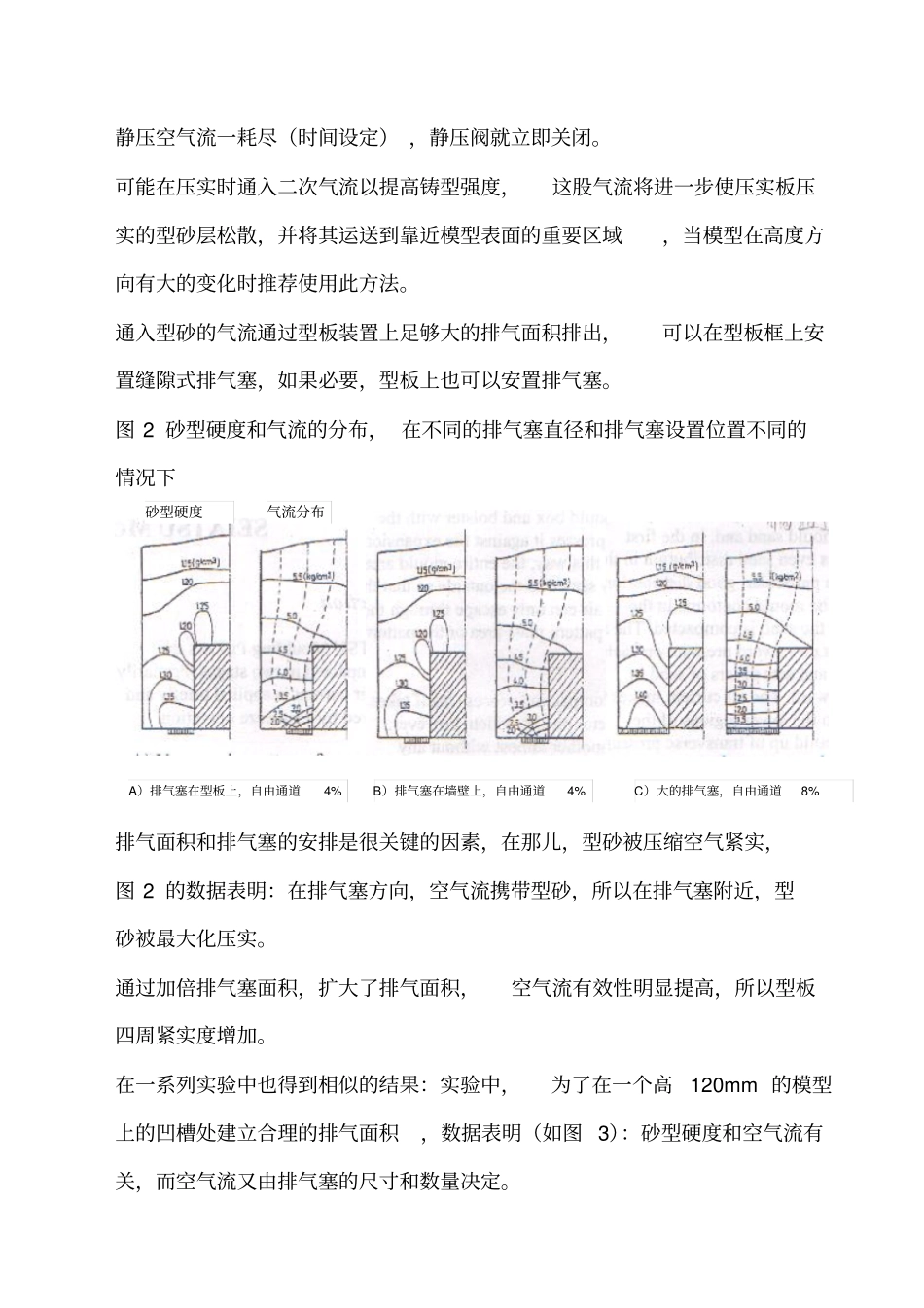
图2砂型硬度和气流的分布,在不同的排气塞直径和排气塞设置位置不同的情况下排气面积和排气塞的安排是很关键的因素,在那儿,型砂被压缩空气紧实,图2的数据表明:在排气塞方向,空气流携带型砂,所以在排气塞附近,型砂被最大化压实
通过加倍排气塞面积,扩大了排气面积,空气流有效性明显提高,所以型板四周紧实度增加
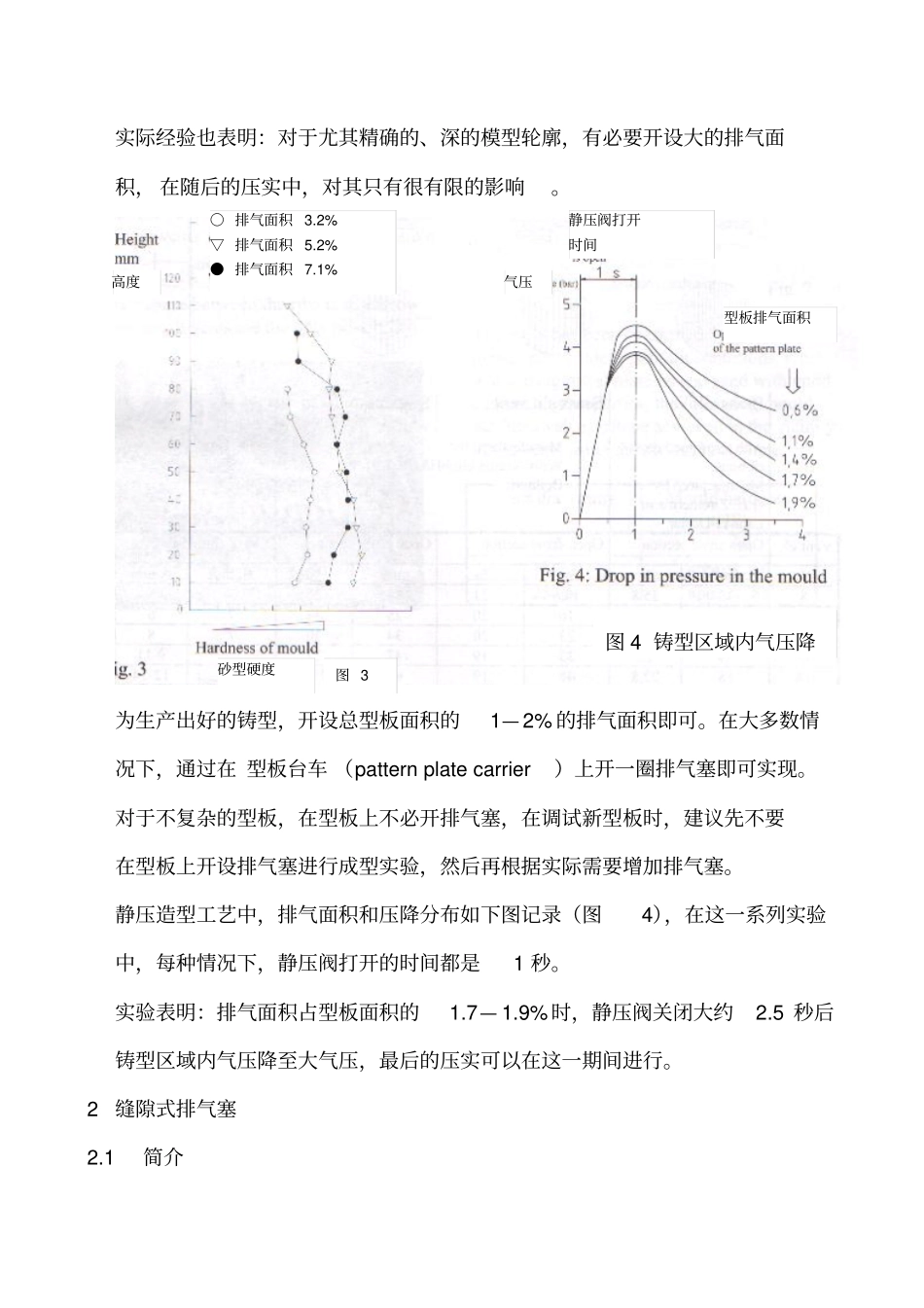
在一系列实验中也得到相似的结果:实验中,为了在一个高120mm的模型上的凹槽处建