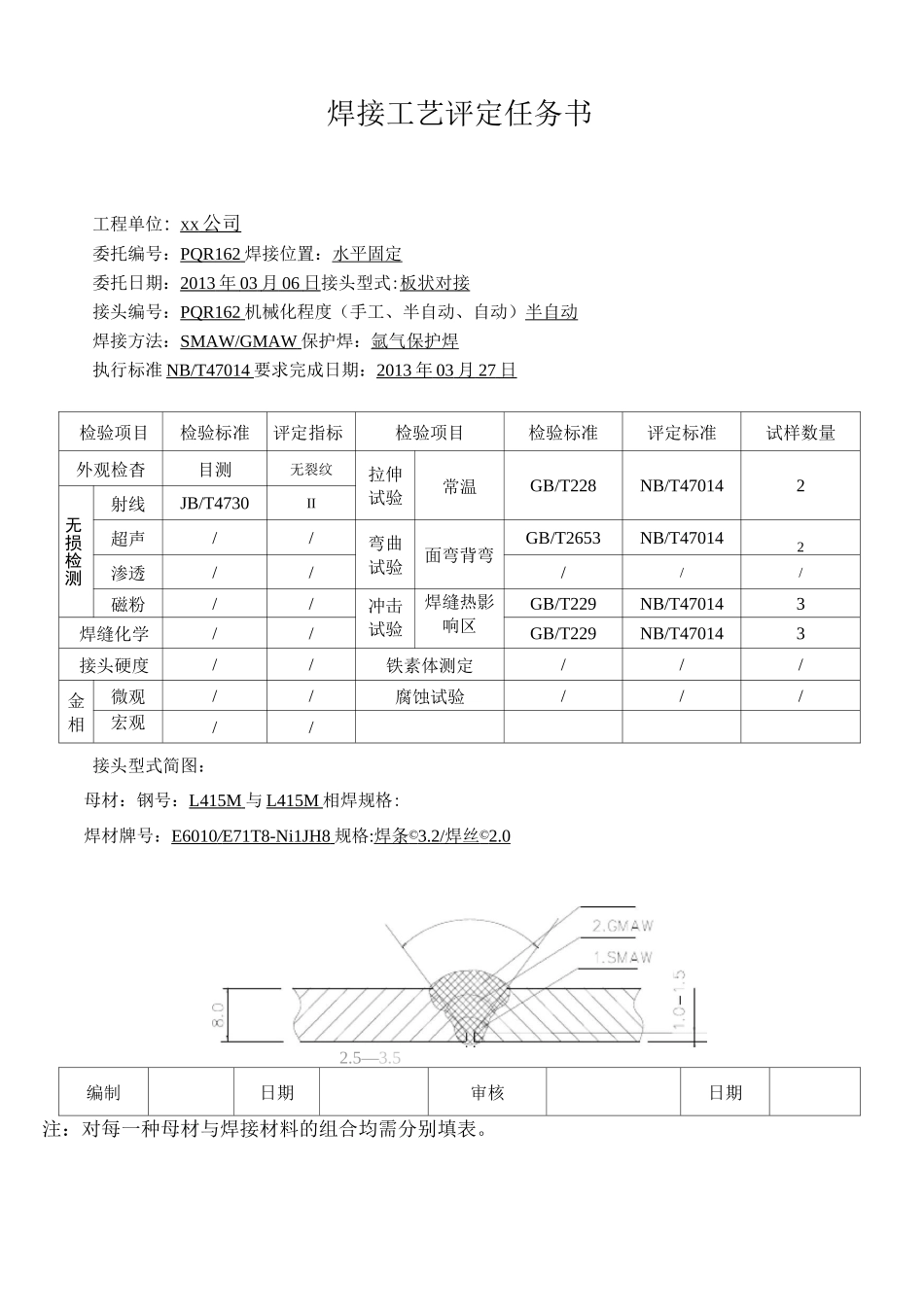
xx公司焊接工艺评定编号:PQR162-SMAW/GMAW-Fe1-8编制:审核:批准:目录一、焊接工艺评定任务书(共1页二、预焊接工艺规程(pWPS)(共2页)三、焊接工艺评定报告(共3页)四、焊接工艺规程(WPS)(共2页)五、附件(共11页)焊接工艺评定任务书工程单位:XX公司委托编号:PQR162焊接位置:水平固定委托日期:2013年03月06日接头型式:板状对接接头编号:PQR162机械化程度(手工、半自动、自动)半自动焊接方法:SMAW/GMAW保护焊:氩气保护焊执行标准NB/T47014要求完成日期:2013年03月27日检验项目检验标准评定指标检验项目检验标准评定标准试样数量外观检杳目测无裂纹拉伸试验常温GB/T228NB/T470142无损检测射线JB/T4730II超声//弯曲试验面弯背弯GB/T2653NB/T470142渗透/////磁粉//冲击试验焊缝热影响区GB/T229NB/T470143焊缝化学//GB/T229NB/T470143接头硬度//铁素体测定///金相微观//腐蚀试验///宏观//接头型式简图:母材:钢号:L415M与L415M相焊规格:焊材牌号:E6010/E71T8-Ni1JH8规格:焊条©3
2/焊丝©2
5编制日期审核日期注:对每一种母材与焊接材料的组合均需分别填表
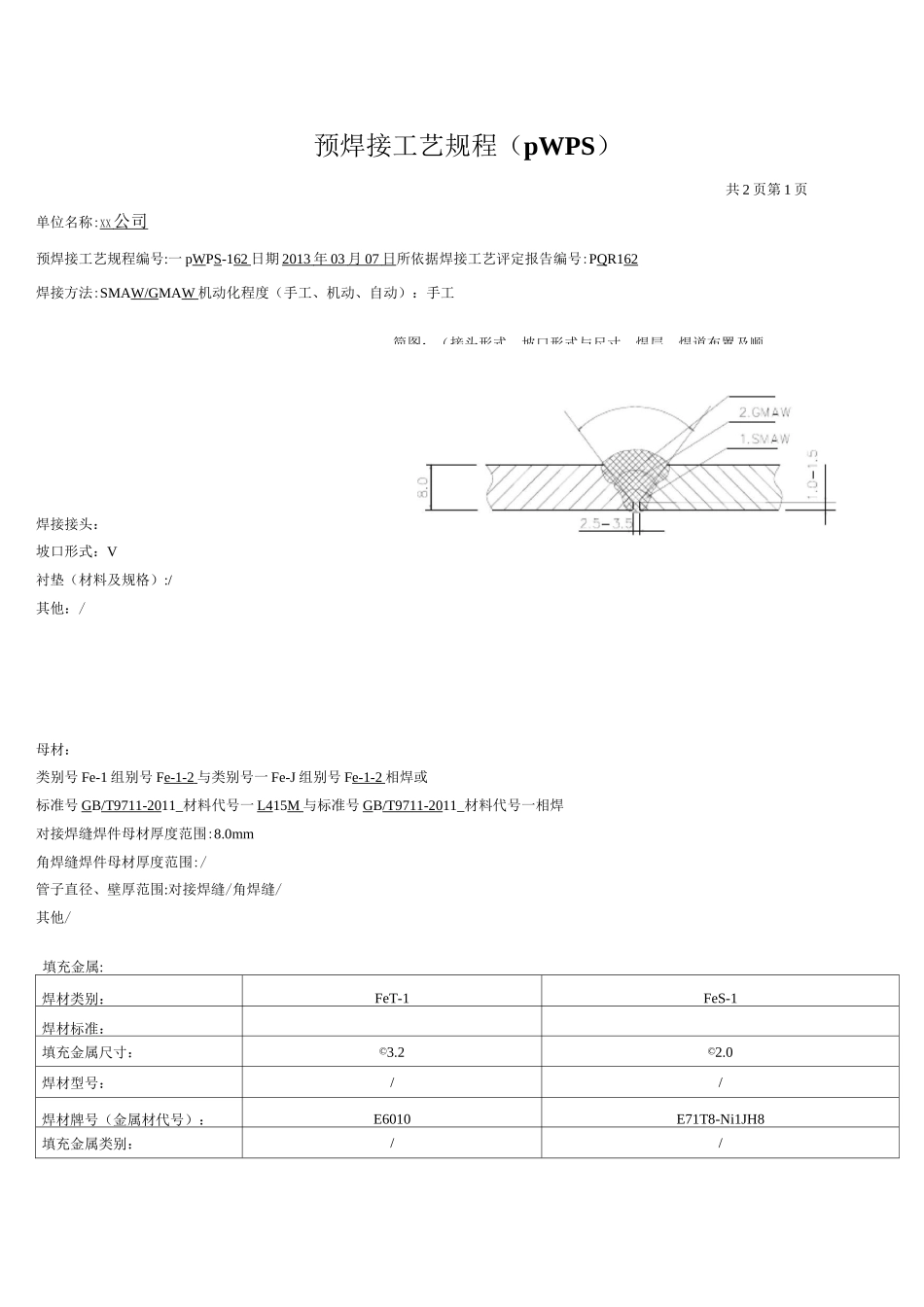
共2页第1页简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺预焊接工艺规程(pWPS)单位名称:XX公司预焊接工艺规程编号:一pWPS-162日期2013年03月07日所依据焊接工艺评定报告编号:PQR162焊接方法:SMAW/GMAW机动化程度(手工、机动、自动):手工焊接接头:坡口形式:V衬垫(材料及规格):/其他:/母材:类别号Fe-1组别号Fe-1-2与类别号一Fe-J组别号Fe-1-2相焊或标准号GB/T9711-2011_材料代号