1/10Q235钢焊接工艺1
材料简介Q235是一种普通碳素结构钢,其屈服强度约为235MPa,随着材质厚度的增加屈服值减小
由于Q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高的机械零件
焊接特点Q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生焊接裂纹等倾向,焊接性能优良
Q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和特殊的设备
对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接
在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、CO2气体保护焊、埋弧焊等焊接方法
手工电弧焊手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为广泛
1焊材选择Q235是普通碳素结构钢,当作为一般结构焊接时,可搭配E43系列焊条使用,一般多使用E4303焊条
当其作为动载荷或是复杂的厚板结构时,一般选用E4315、E4316、E5015、E5016焊条
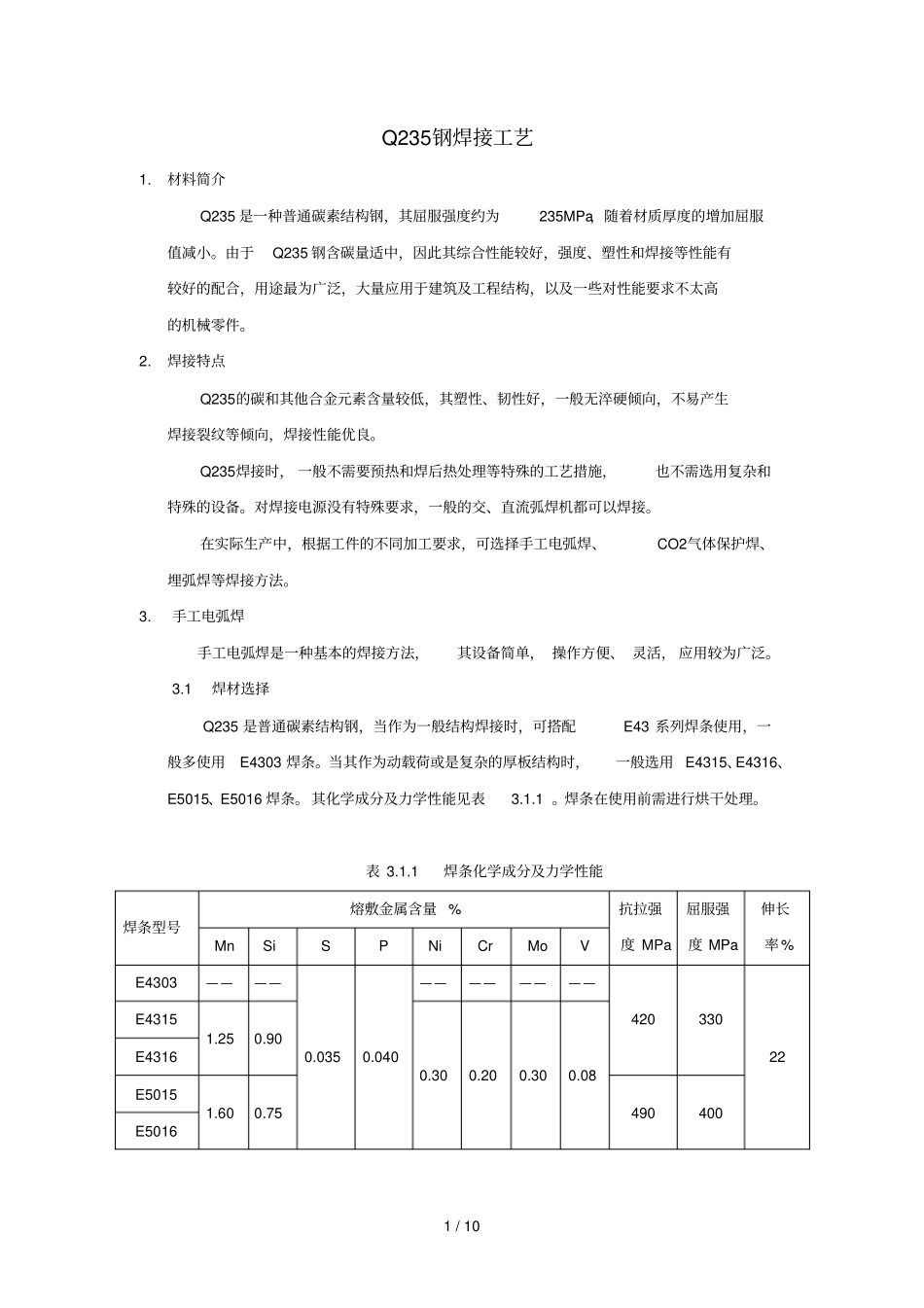
其化学成分及力学性能见表3
焊条在使用前需进行烘干处理
1焊条化学成分及力学性能焊条型号熔敷金属含量%抗拉强度MPa屈服强度MPa伸长率%MnSiSPNiCrMoVE4303————0
040————————42033022E43151
08E4316E50151
75490400E50162/103
2焊前准备焊接前,焊件按工艺要求选择坡口形式,开坡口并清除坡口、焊件对接面及周围的锈蚀、油污等有害物质,避免产生焊接缺陷
同时也要保证焊条的表面清洁、无污物
当环境温度低于0℃,或者焊件较厚时,一般在100-150℃下预热
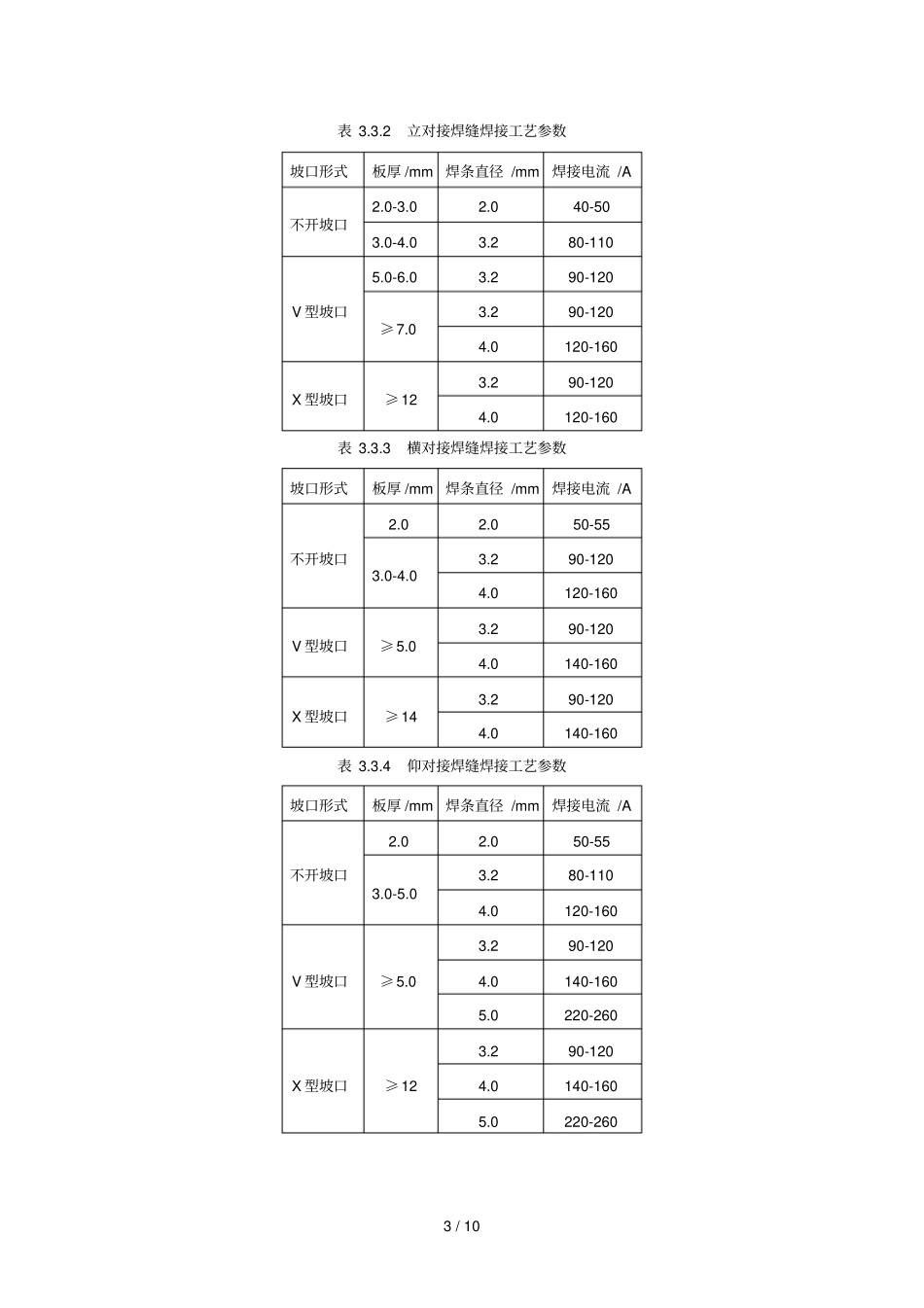
3焊接工艺参数手工电弧焊一般分为平焊、横焊、立焊、仰焊四