直螺纹接头规范钢筋原材>端面平头f护套f施工现场利用套筒连接
剥肋滚压螺纹f丝头质量检验加保钢筋等强度剥肋滚压直螺纹连接质量控制一、特点1、接头强度高:螺纹牙型好,精度高,不存在虚假螺纹;连接质量稳定可靠,对中性好,连接强度高,100%发挥钢筋强度,能达到《钢筋机械连接通用技术规程》(JGJ-107-2003)中A级接头标准
2、连接速度快:操作简单,加工工序少;螺纹加工提前制作,现场装配作业,施工便捷,连接时将套筒套在钢筋上用普通扳手拧紧即可,大大降低了劳动强度和施工人员的疲劳度,节约时间
二、钢筋滚压直螺纹连接工艺流程:钢筋滚压直螺纹连接,采用专门的滚压机床,对钢筋端部进行滚压,一次成型直螺纹,工艺流程如下:三
钢筋直螺纹丝头加工及检验:(一)、加工前准备:1、凡参与接头施工的操作工人,技术管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗
2、连接所用的钢筋要有产品出厂合格证,产品性能检测报告,以及材料进场复验报告;连接套筒要采用优质碳素结构或其它经型式检验确定符合要求的钢材,且材料表面应光洁,不允许有严重锈蚀、油脂等质量缺陷,合格的材料是保证工程质量的前提条件
3、进场钢筋端头的切割质量都比较粗糙,端面翘曲不平,不能直接用于连接,需要先调直后再下料,一般宜采用砂轮切割机或其它专用切断设备,严禁气割,以确保钢筋待连接端面平头,平头的目的是让钢筋端面与母材轴线方向垂直,不得有马蹄形或挠曲,并使钢筋连接端面之间充分接触
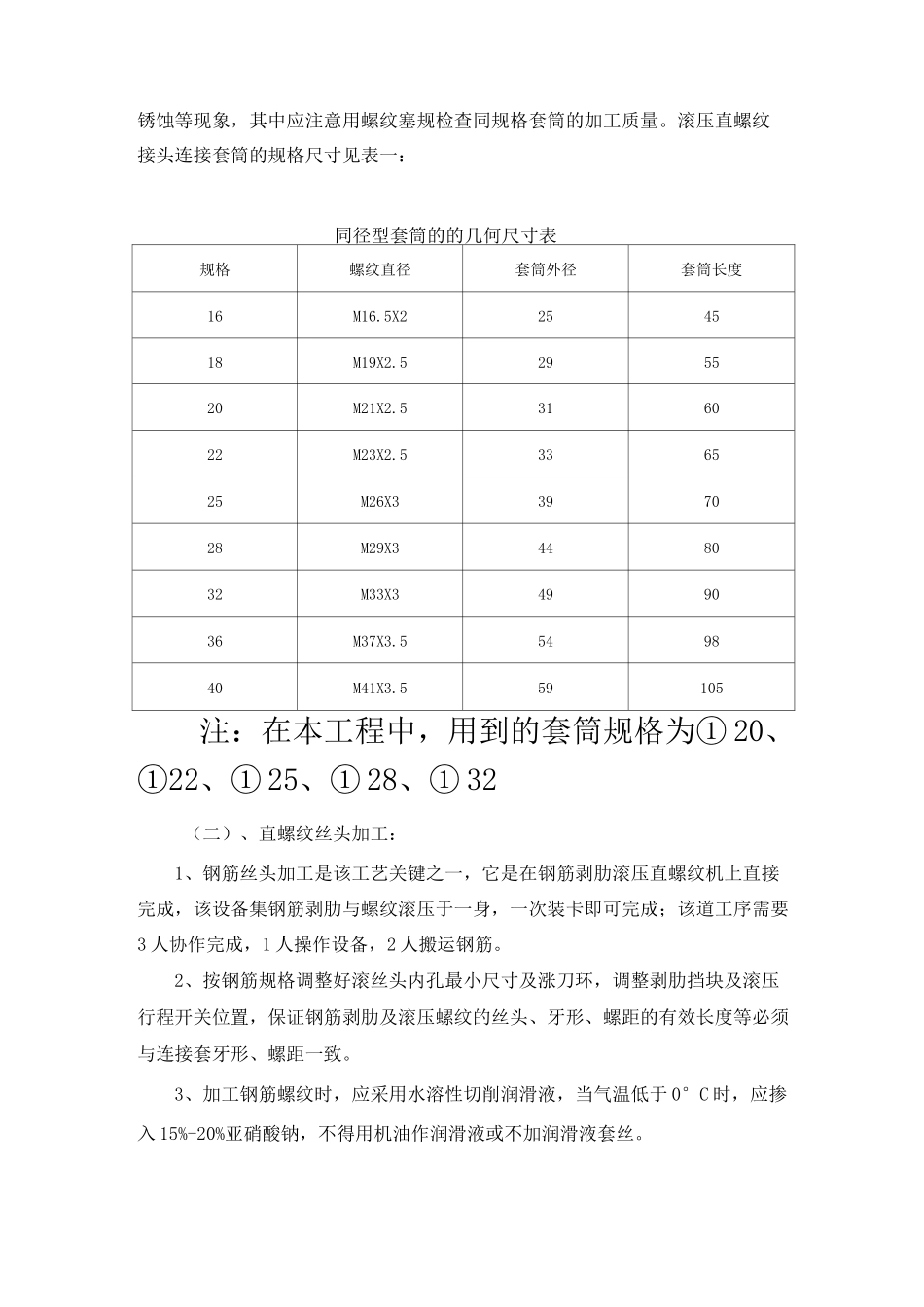
4、厂家提供套筒应有产品合格证,且套筒的规格、品种型号必须符合设计要求,两端螺纹孔应有保护盖,套筒表面应有规格标记;套筒进场时要检查其规格、型号,套筒的内螺纹圈数、螺距、齿高,螺纹有无破损、歪斜、不全、锈蚀等现象,其中应注意用螺纹塞规检查同规格套筒的加工质量
滚压直螺纹接头连接套筒的规格尺寸见表一:同径型套筒的的几何尺寸表规格螺纹直径套筒