一.計算產品縮水率當收到制工執行單時﹐同時也會收到塑膠成品圖面
圖面會注明產品所采用的塑膠原料的料號﹐名稱﹐顏色﹐這是我們重新繪制含縮水率成品圖的依據
塑料縮水率(α)一般計算成型收縮率的的公式為(常溫的模具尺寸D﹐成型后的產品尺寸M)﹕α=(D-M)/D2
在我們已知產品縮水率α時﹐計算模具尺寸公式為(模具尺寸D﹐產品藍圖尺寸M)﹕D=M*(1+α)3
判斷產品的流動方向塑膠產品在成型時各個方向的收縮率并不一樣﹐一般在流動方向的縮水較小﹐在其它方向較大
流動方向就是成型時﹐熔融塑膠在模穴中最明顯的前進方向﹐一般就是產品最長的那個方向﹐其余兩個方向就是非流動方向
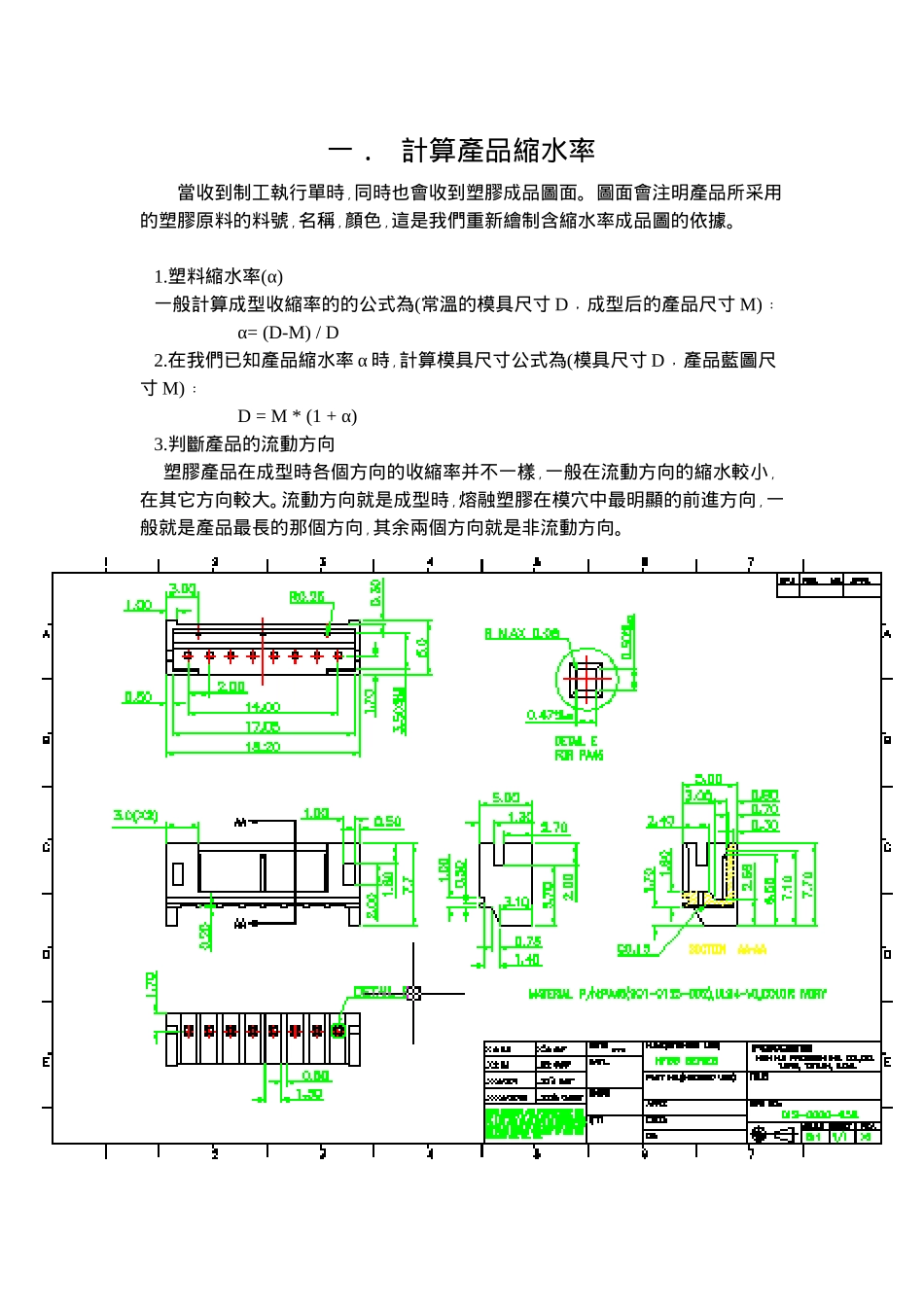
計算例圖產品縮水例圖原料為PA46﹐收縮率流動方向為0
003﹐非流動方向為0
006該產品X方向尺寸最大﹐因此X方向為流動方向(1)計算PIN間距(2
00)縮水率PIN間距是端子定位的基准﹐且一般都有許多PIN堆疊起來﹐因此必須計算准確﹐且都需精確到3位小數點例﹕2
00X(1+0
003)=2
00X(1+0
003)=14
042若產品PIN間距為2
54X(1+0
003)=2
54762因加工精度最高只有3位﹐則要取舍為2
548(一般采用四舍五入)則產品的最前一PIN與最后一PIN的中心距為PIN的中心距=取舍的PIN間距2
548*(PIN數–1)(不可采用圖面標示的最前一PIN與最后一PIN的中心距乘以縮水﹐再進行取舍﹐這會造成誤差)(2)計算產品左右對稱部位尺寸例﹕18
20X(1+0
003)=18
2546應取舍為18
254或18
256﹐而不是18
因為產品是左右對稱的﹐左右對稱取的尺寸取舍為奇數后﹐設計成左右對稱的模仁后會增加一位小數﹐不便加工或經過取舍造成誤差
(3)計算有公差范圍的尺寸例1﹕3
15/-0一般取尺寸中間數值