LOGO华中数控车综合编程实例二机电工程系李珊珊LOGO项目过程1
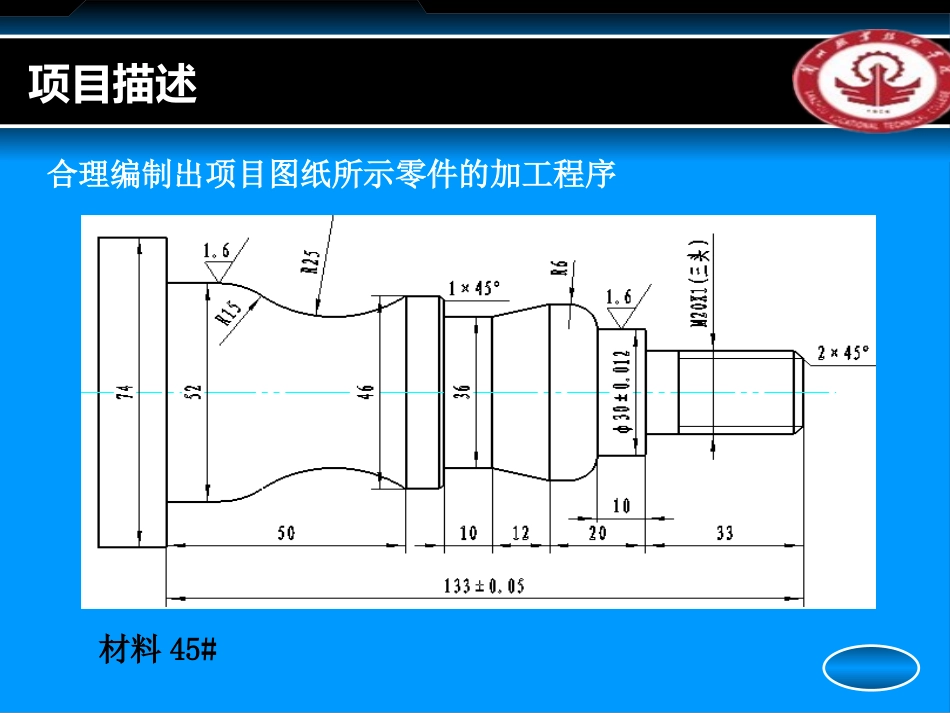
项目检验LOGO项目描述合理编制出项目图纸所示零件的加工程序材料45#LOGO本项目的任务构成项目分析零件的工艺文件编制及数控加工工艺方案的确定1根据工艺文件合理编制数控程序2由仿真软件对零件进行数控加工34产品检验LOGO项目实施零件的工艺文件编制及数控加工工艺方案的确定1
零件的工艺分析毛坯——粗车外圆——精车外圆----加工螺纹2
零件的数控加工工艺方案的确定(1)刀具的选择LOGO项目实施刀具分类:外圆车刀、内孔车刀、螺纹车刀、切断切槽刀刀片形状的选择:选择原则:刀尖角越大,刀尖强度越大,所以粗加工时,大余量选用大刀尖角刀具;精加工时,小余量选用小刀尖角刀具
由此我们选择
LOGO项目实施2
切削用量的选择高生产效率是追求的基本目标粗加工时的切削用量选择的基本原则为了保证合理的刀具寿命,在选择切削用量时:首先选择最大的ap,其次在机床动力和刚度条件允许条件内,选用较大的f,最后根据公式选择合适的速度
(1)背吃刀量的选择一般根据加工性质与加工余量确定ap
切削加工一般分为粗加工、半精加工和精加工
粗加工(表面粗糙度Ra50~12
5mm)时,在机床功率和刀具强度允许情况下,一次走刀应尽可能切除全部余量
在中等功率机床上,背吃刀量可达2~6mm
半精加工(表面粗糙度Ra6
2mm)时,背吃刀量取为0
精加工(表面粗糙度Ra1
背吃刀量取为0
第一次走刀和头几次要尽可能大;若只有2次走刀,则第一次是总共的三分之二到四分之三
粗车铸、锻件毛坯时,因工件表面有硬皮,为保护刀尖,应先车端面或倒角,第一次切深应大于硬皮厚度以预防刀尖过早磨损
若工件夹持的长度较短或表面凹凸不平,切削用量则不宜过大
粗车应留有0