数控电动螺旋压力机一、螺旋压力机发展趋势模锻件在汽车、工程机械、铁路车辆、航空、国防等工业中应用广泛,随着轿车工业、国防工业的发展,对模锻件的精度要求越来越高,例如汽车发动机连杆模锻件质量公差仅±4克,气门采用精密模锻成形后,只需磨削加工
传统模锻设备如模锻锤、热模锻压力机,很难制作出精密模锻件
螺旋压力机由于滑块没有固定的下死点,是生产精密模锻件的理想装备
螺旋压力机在发展阶段中,出现了摩擦压力机、液压螺旋压力机、离合器式螺旋压力机、电动螺旋压力机四种主要传动形式,现比较如下:1、摩擦压力机摩擦压力机是最老的螺旋压力机,结构简单、价格低廉是其主要特点
但是存在以下问题:(1)传动效率低,滑块下行时在0
65左右,滑块回程时在0
能耗高,在能源日益紧张的情况下,摩擦压力机的应用将受到制约
(2)摩擦带易磨损,需经常更换
(3)打击能量不易精确控制
2、液压螺旋压力机由于螺旋压力机能锻造出精密锻件,为了发展大吨位的螺旋压力机,60年代末以来,国外研发成功大型液压螺旋压力机,随后液压螺旋压力机成为我国锻压界的研究热门
但是,国内只有华中科技大学研发成功6
3MN、16MN液压螺旋压力机,获我国锻压机械第一个国家发明奖(三等),并在生产中得到应用
国外液压螺旋压力机最大吨位达140MN
液压螺旋压力机性能优于摩擦压力机,但是存在以下问题:(1)液压系统复杂,管道敷设工作量大,液压泄漏对环境有污染
(2)维修技术水平要求高,一般锻造工厂维修困难
(3)价格远高于摩擦压力机
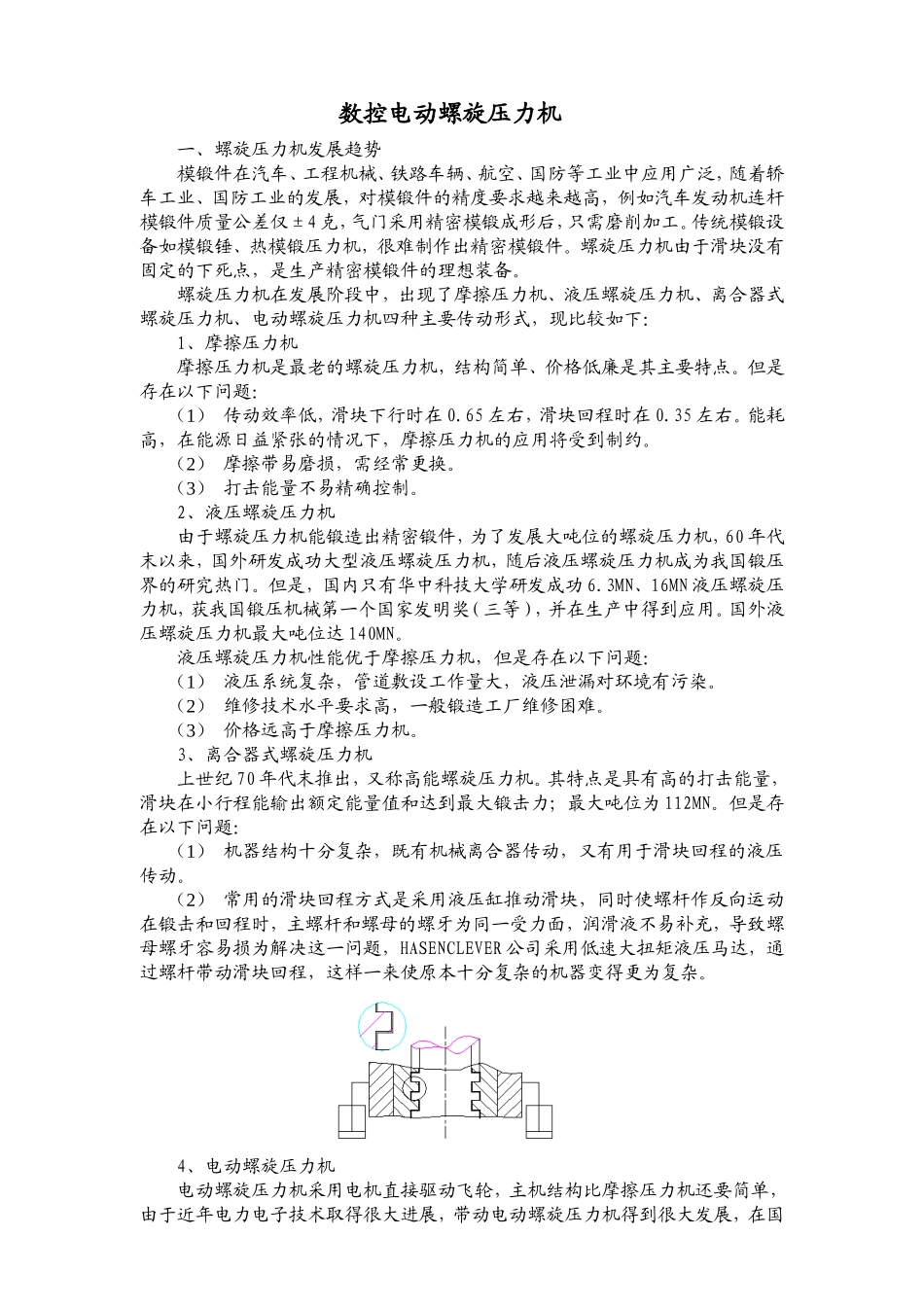
3、离合器式螺旋压力机上世纪70年代末推出,又称高能螺旋压力机
其特点是具有高的打击能量,滑块在小行程能输出额定能量值和达到最大锻击力;最大吨位为112MN
但是存在以下问题:(1)机器结构十分复杂,既有机械离合器传动,又有用于滑块回程的液压传动
(2)常用的滑块回程方式是采用液压缸推动滑块,同时使螺杆