邦尼树脂砂操作规程1
原辅材料性能要求1
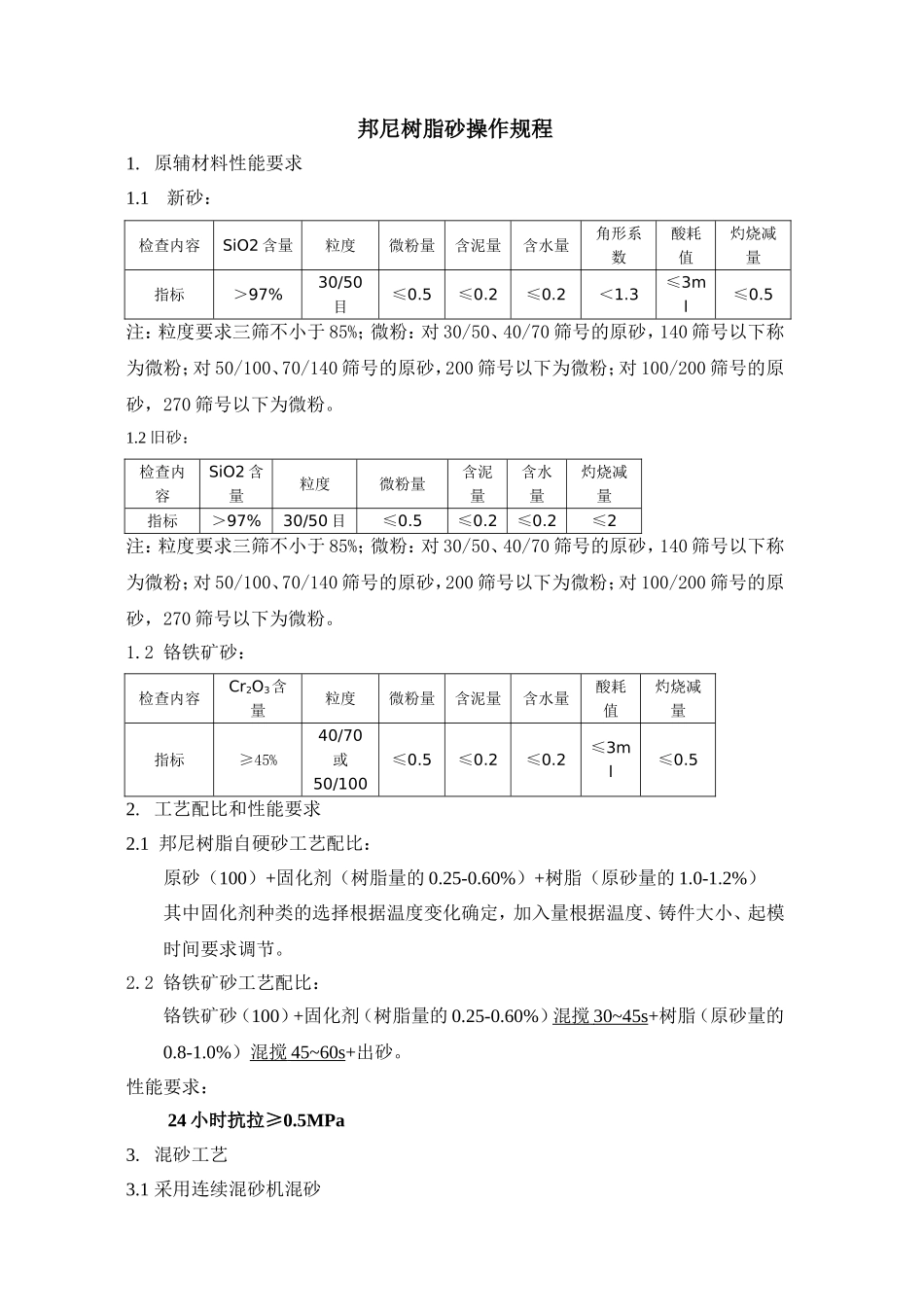
1新砂:检查内容SiO2含量粒度微粉量含泥量含水量角形系数酸耗值灼烧减量指标>97%30/50目≤0
3≤3ml≤0
5注:粒度要求三筛不小于85%;微粉:对30/50、40/70筛号的原砂,140筛号以下称为微粉;对50/100、70/140筛号的原砂,200筛号以下为微粉;对100/200筛号的原砂,270筛号以下为微粉
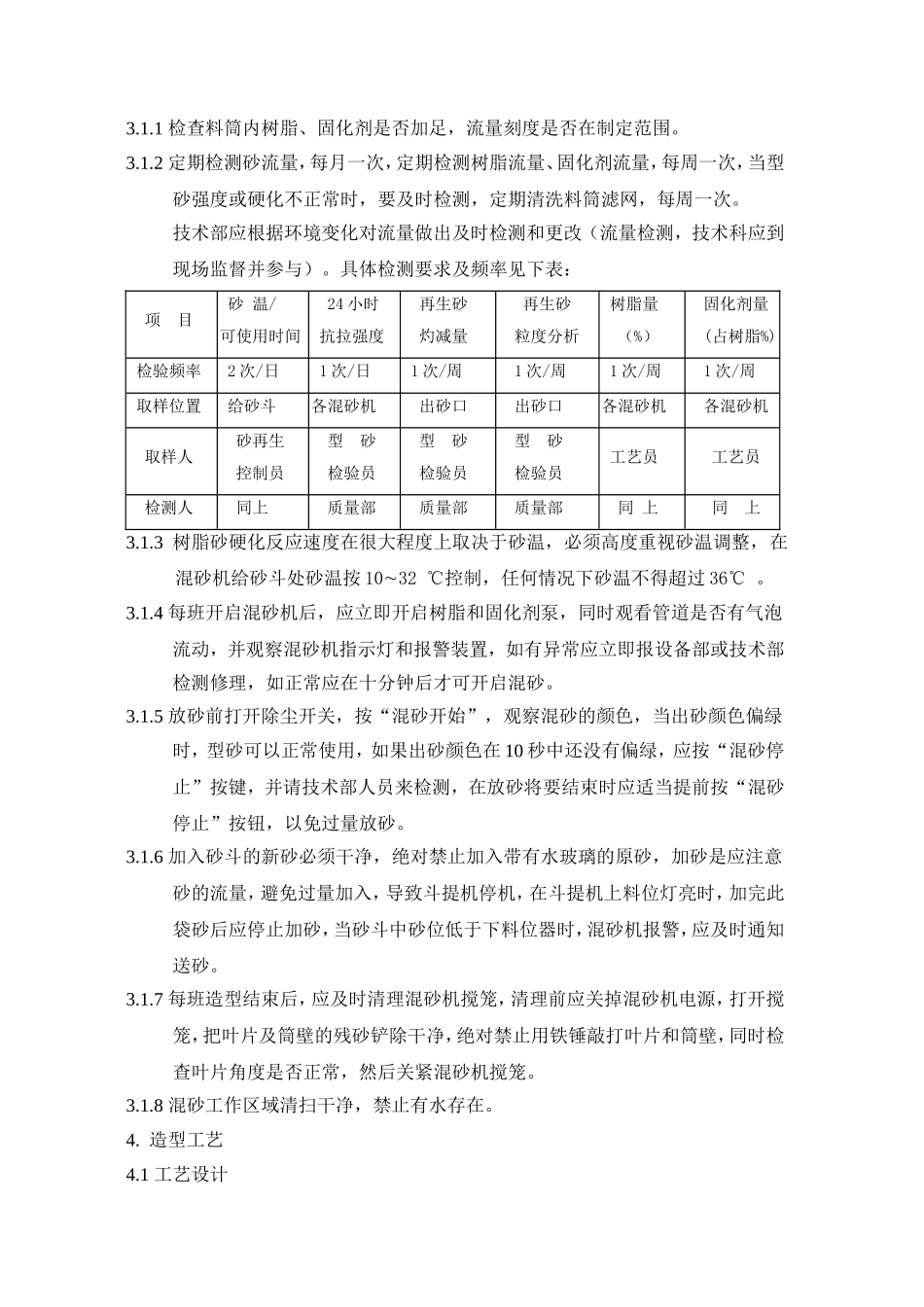
2旧砂:检查内容SiO2含量粒度微粉量含泥量含水量灼烧减量指标>97%30/50目≤0
2≤2注:粒度要求三筛不小于85%;微粉:对30/50、40/70筛号的原砂,140筛号以下称为微粉;对50/100、70/140筛号的原砂,200筛号以下为微粉;对100/200筛号的原砂,270筛号以下为微粉
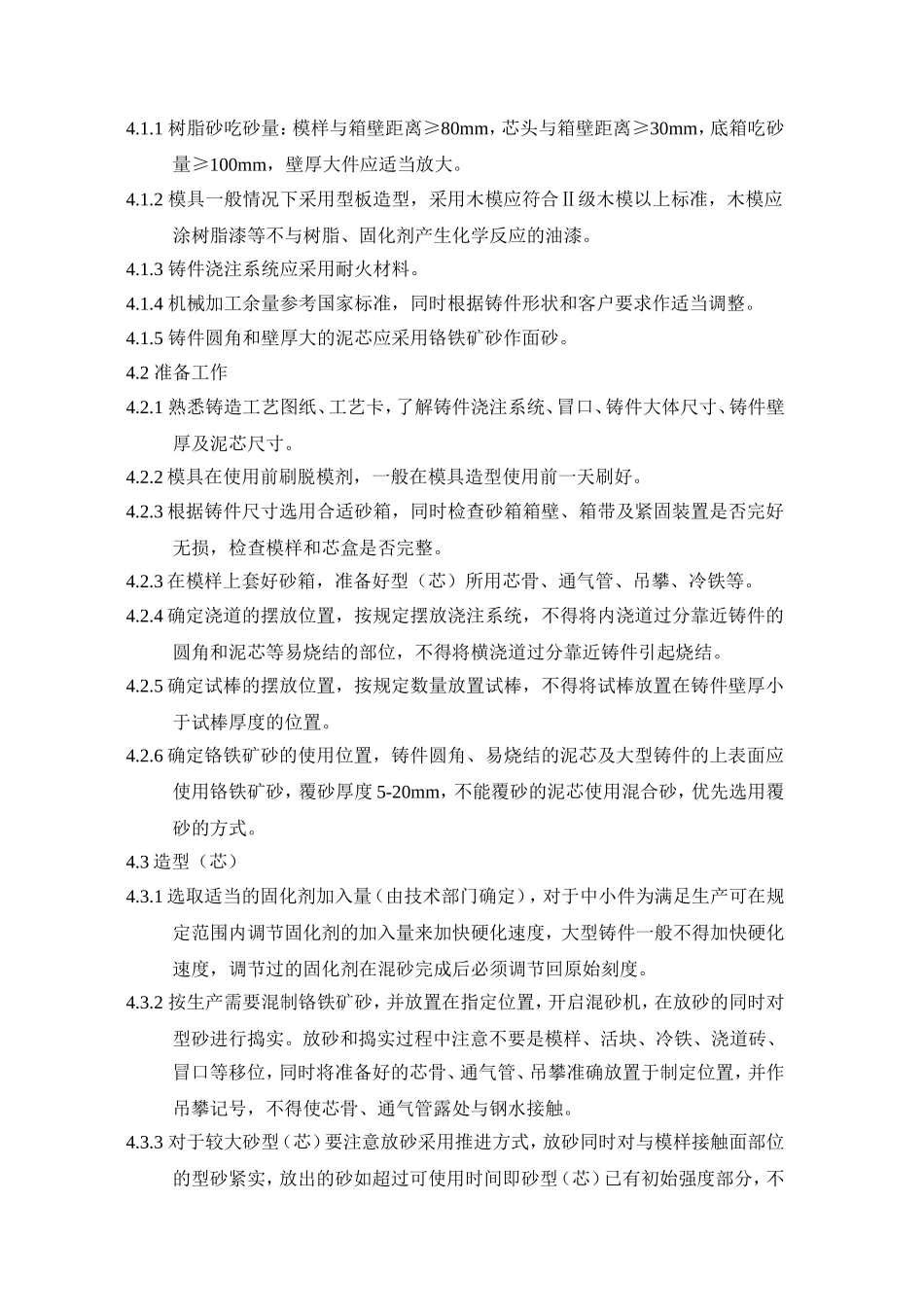
2铬铁矿砂:检查内容Cr2O3含量粒度微粉量含泥量含水量酸耗值灼烧减量指标≥45%40/70或50/100≤0
2≤3ml≤0
工艺配比和性能要求2
1邦尼树脂自硬砂工艺配比:原砂(100)+固化剂(树脂量的0
60%)+树脂(原砂量的1
2%)其中固化剂种类的选择根据温度变化确定,加入量根据温度、铸件大小、起模时间要求调节
2铬铁矿砂工艺配比:铬铁矿砂(100)+固化剂(树脂量的0
60%)混搅30~45s+树脂(原砂量的0
0%)混搅45~60s+出砂
性能要求:24小时抗拉≥0
1采用连续混砂机混砂3
1检查料筒内树脂、固化剂是否加足,流量刻度是否在制定范围
2定期检测砂流量,每月一次,定期检测树脂流量、固化剂流量,每周一次,当型砂强度或硬化不正常时,要及时检测,定期清洗料筒滤网,每周一次
技术部应根据环境变化对流量做出及时检测和更改(流量检测,技术科应到现场监督并