镀锌质量控制产品表面镀锌加工、验收的依据GB/T8177-1999《绝缘子金属附件热镀锌层通用技术条件》和GB/T2317
4-2000《电力金具验收规则、标志与包装》
具体要求如下:一、质量要求1.1热镀锌使用的锌锭应符合GB/T470的规定,镀锌槽中操作区的锌含量(质量)不低于98
1.2外观质量1.2.1锌层应连续、均匀、光滑,允许暗灰色的铁锌合金存在,但不允许泛酸黄玫渗出锌层
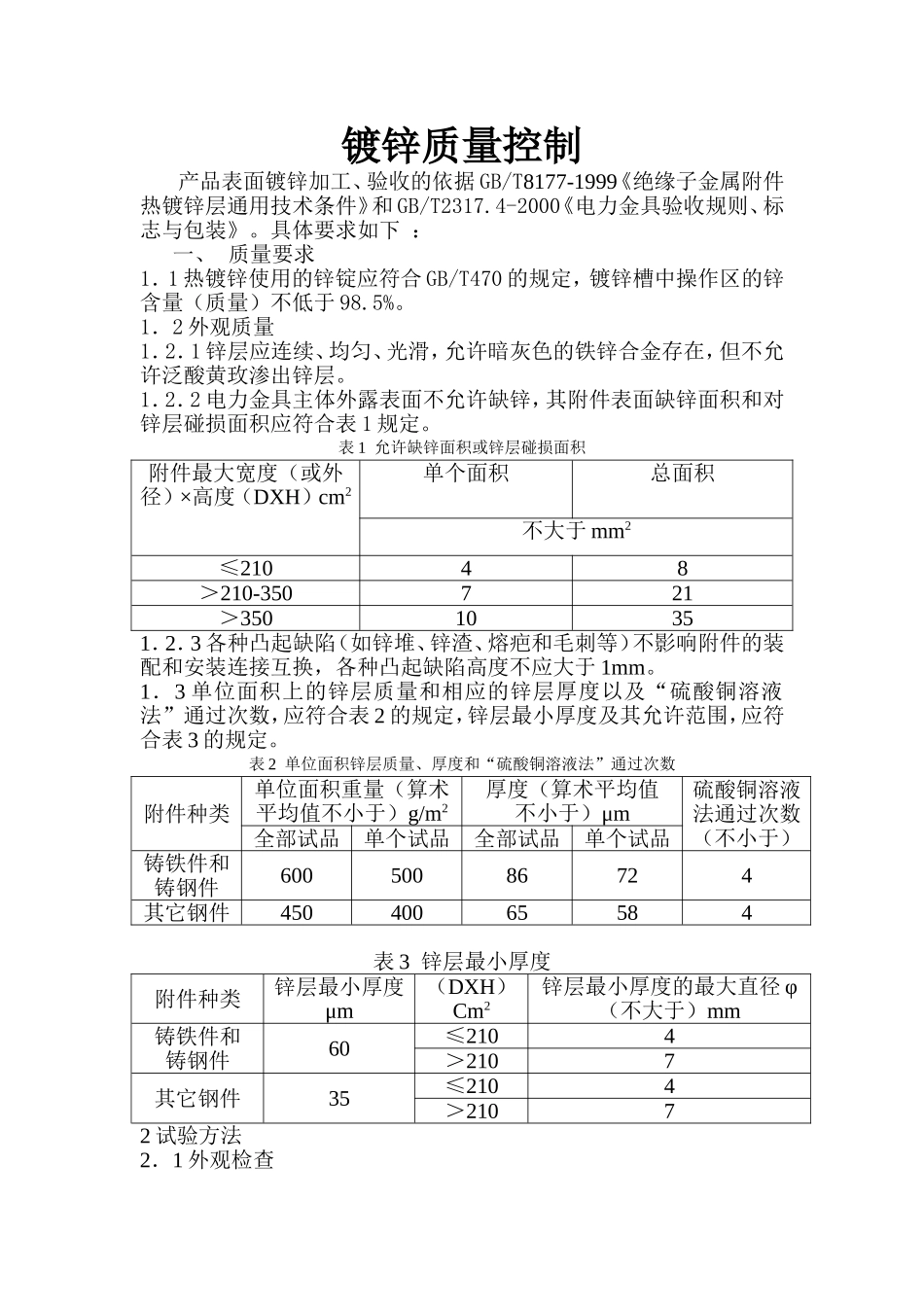
1.2.2电力金具主体外露表面不允许缺锌,其附件表面缺锌面积和对锌层碰损面积应符合表1规定
表1允许缺锌面积或锌层碰损面积附件最大宽度(或外径)×高度(DXH)cm2单个面积总面积不大于mm2≤21048>210-350721>35010351.2.3各种凸起缺陷(如锌堆、锌渣、熔疤和毛刺等)不影响附件的装配和安装连接互换,各种凸起缺陷高度不应大于1mm
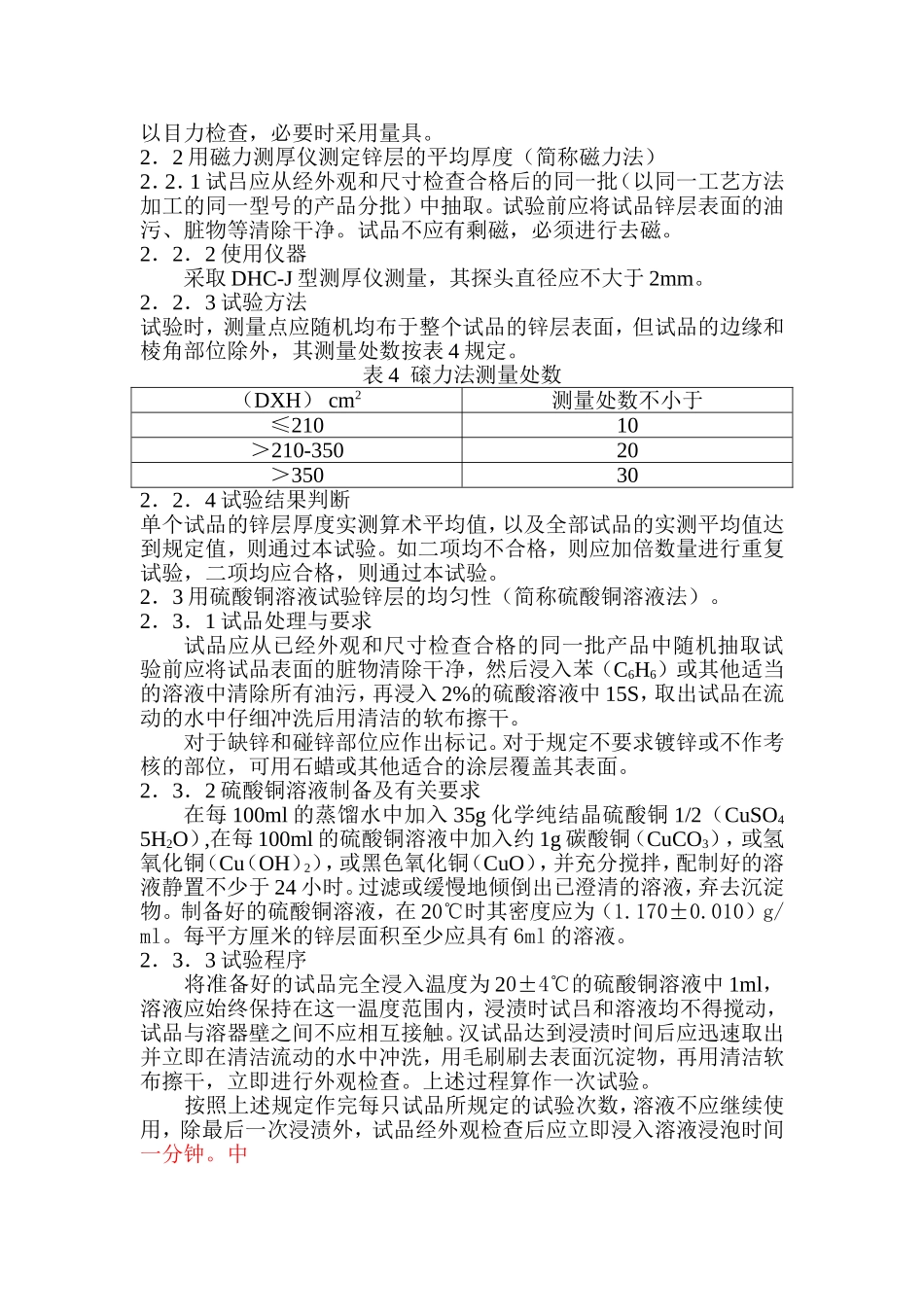
1.3单位面积上的锌层质量和相应的锌层厚度以及“硫酸铜溶液法”通过次数,应符合表2的规定,锌层最小厚度及其允许范围,应符合表3的规定
表2单位面积锌层质量、厚度和“硫酸铜溶液法”通过次数附件种类单位面积重量(算术平均值不小于)g/m2厚度(算术平均值不小于)μm硫酸铜溶液法通过次数(不小于)全部试品单个试品全部试品单个试品铸铁件和铸钢件60050086724其它钢件45040065584表3锌层最小厚度附件种类锌层最小厚度μm(DXH)Cm2锌层最小厚度的最大直径φ(不大于)mm铸铁件和铸钢件60≤2104>2107其它钢件35≤2104>21072试验方法2.1外观检查以目力检查,必要时采用量具
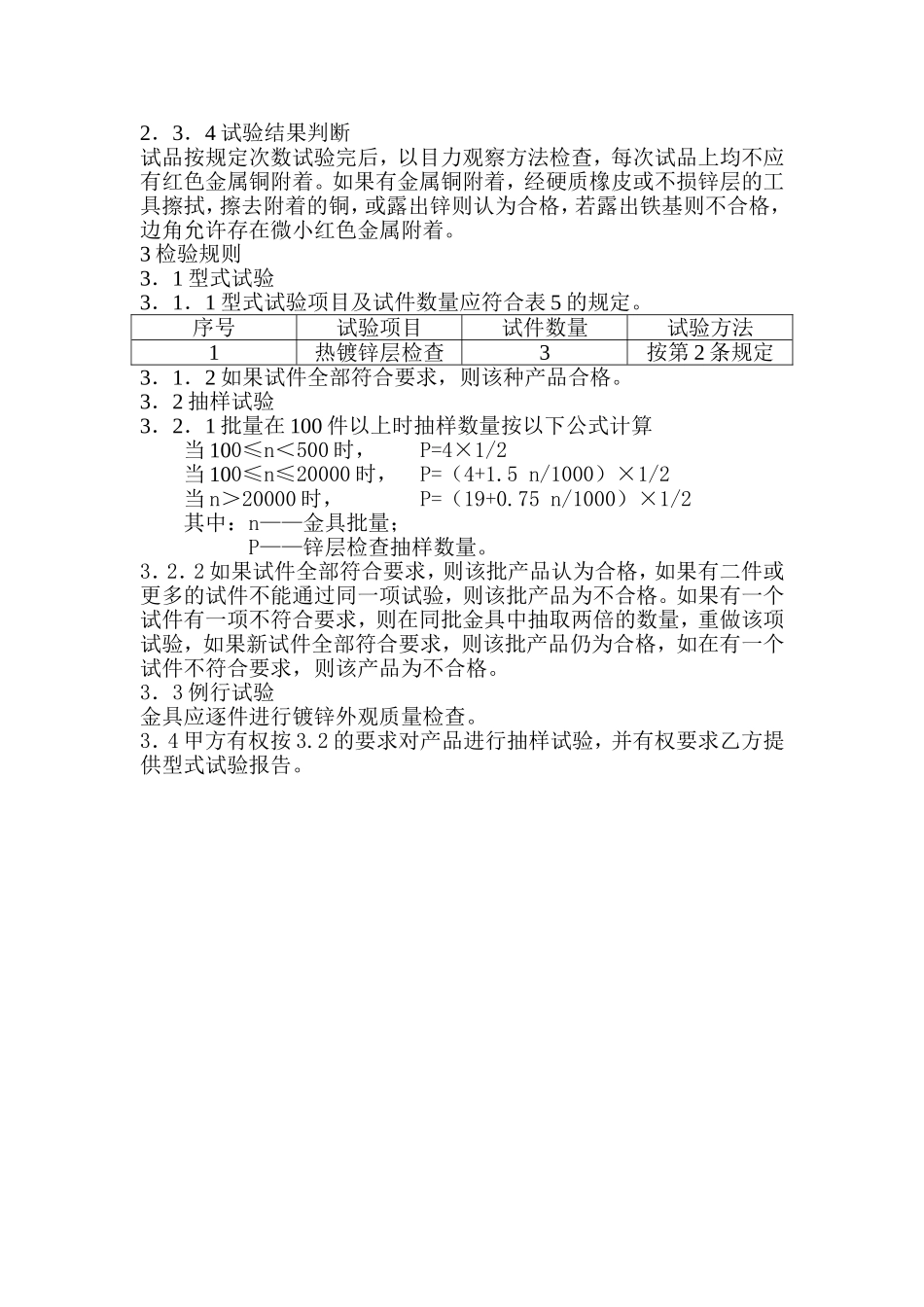
2.2用磁力测厚仪测定锌层的平均厚度(简称磁力法)2.2.1试吕应从经外观和尺寸检查合格后的同一批(以同一工艺方法加工的同一型号的产品分批)中抽取
试验前应将试品锌层表面的油污、脏物等清除干净
试品不应有剩磁,必须进行去磁
2.2.2使用仪器