1/9全国技工院校技能大赛工具钳工高级组赛题分析[图文]作者:蒋建逸来源:科研处更新日期:2008-10-7阅读次数:105119世纪以后﹐各种机床的发展和普及﹐逐步使大部分钳工作业实现了机械化和自动化﹐但在机械制造过程中很多钳工技能仍是广泛应用的基本技术﹐其原因是﹕划线﹑刮削﹑研磨和机械装配等钳工作业﹐至今尚无适当的机械化设备可以全部代替﹔某些精密的样板﹑模具﹑量具和配合表面(如导轨面和轴瓦等)﹐仍需要依靠工人的手艺作精密加工﹔在单件小批生产﹑修配工作或缺乏设备条件的情况下﹐采用钳工制造某些零件仍是一种经济实用的方法
所以钳工是机械制造中最古老的金属加工技术
钳工作业的质量和效率在很大程度上决定于操作者的技艺和熟练程度
在第二届全国技工院校技能大赛中,我校学生潘郴获工具钳工高级组第一名,下面介绍第二届全国技工院校技能大赛工具钳工高级组赛题的工艺分析
本课题特点:1
它属于套裁类形
相关的计算和划线有一定难度
(三角形从主板上取料)2
典形的测量配加工
(又称盲配)
有六个对称度技术要求的项目
它们是相互牵制,一个都不能错,牵一发而动全身
工件加工时变形较大,要采取合理的加工工艺方法和措施
(易走弯路)5
孔加工的表面粗糙度值较小0
孔的尺寸精度和位置精度较高8H7±0
各加工表面的粗糙度要求较高,达1
配合精度要求较高
各凹凸件配合面尺寸大小要求零碰零
(本课题最难处)工艺过程一(1)半精加工尺寸80且平行
5mm)如图(1)(2)下平面与两侧及基准底面垂直
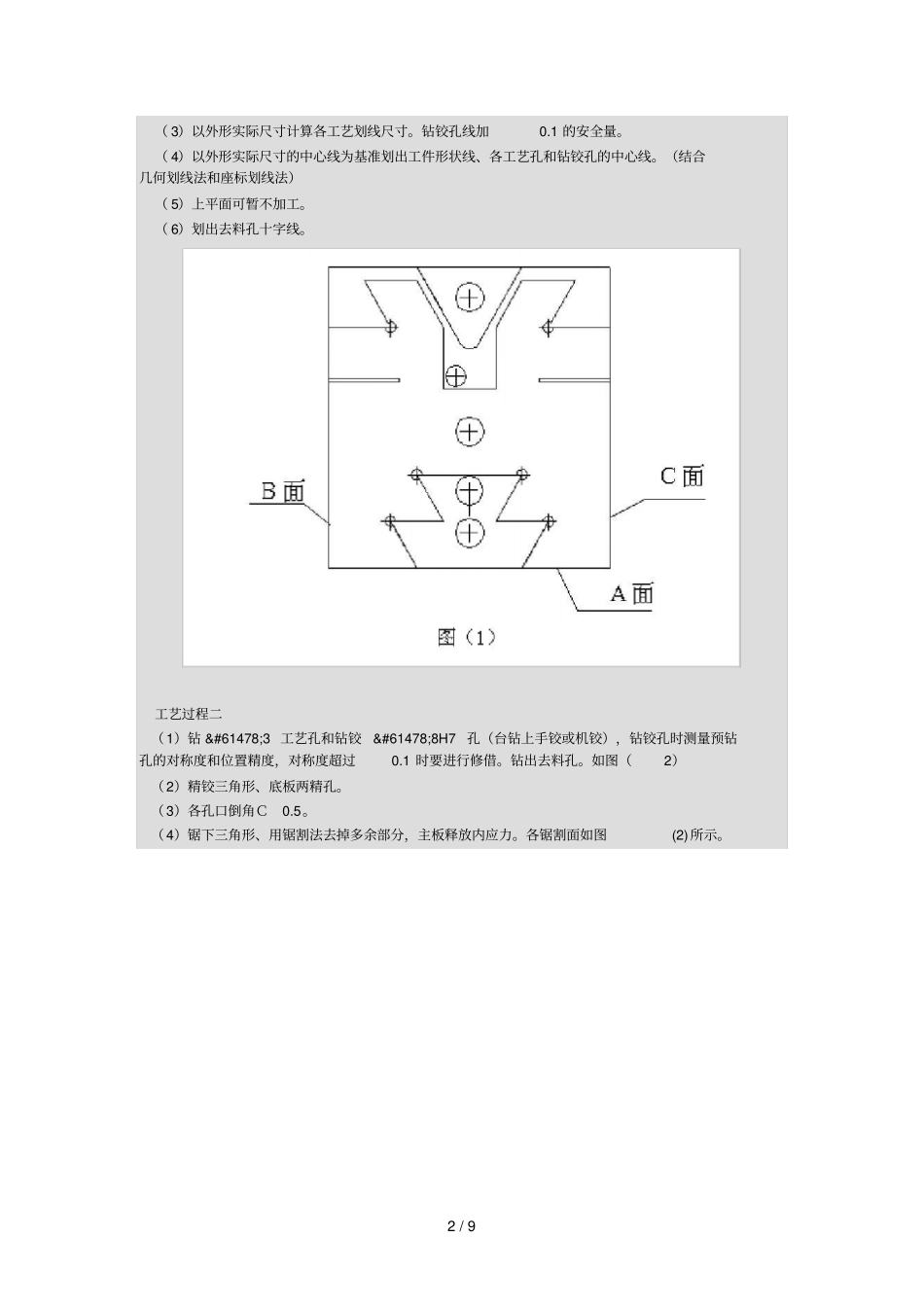
2/9(3)以外形实际尺寸计算各工艺划线尺寸
钻铰孔线加0
(4)以外形实际尺寸的中心线为基准划出工件形状线、各工艺孔和钻铰孔的中心线
(结合几何划线法和座标划线法)(5)上平面可暂不加工
(6)划出去料孔十字线
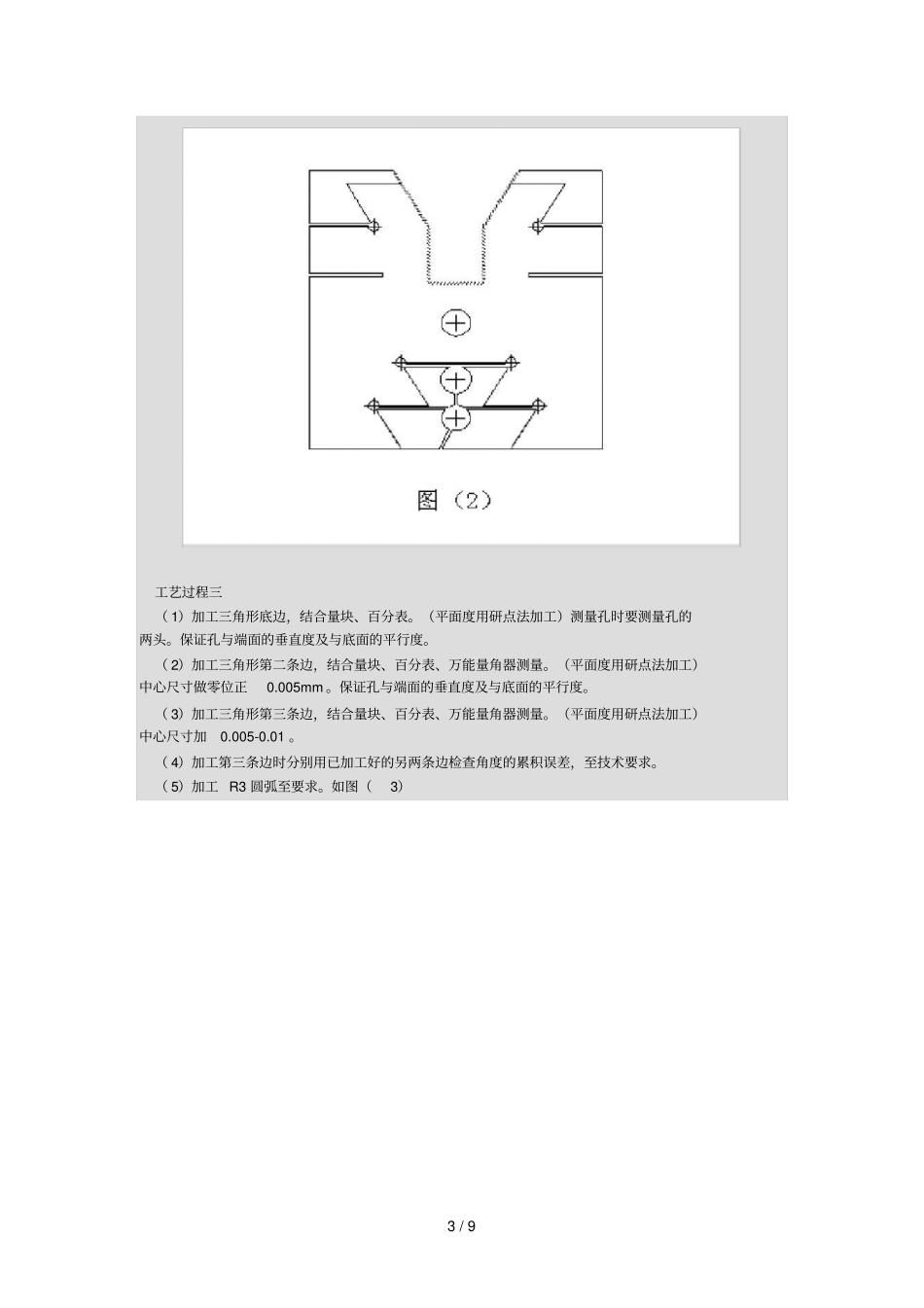
工艺过程二(1