工程概况中化泉州1200万吨/年炼油项目——160万吨/年延迟焦化装置加热炉为双室辐射箱式炉炉型,辐射室挡火墙分为四个炉膛
炉体钢结构分为炉底、辐射室炉墙、炉顶、辐射室至对流室烟道、对流室、烟囱、对流室至烟囱烟道七部分,外形结构尺寸长27
6米,宽22
752米,高20余米
炉体框架由72个支架支撑,形成八面座落在标高为2
0m的基础上,南北面为端墙,东西面为侧墙
钢结构及炉管金属总重量853
371吨(不包含梯子平台),非金属总重619
195吨,全炉总重1472
1《石油化工钢结构工程施工质量验收规范》SH/T3507-20112
2《钢结构工程施工质量验收规范》GB50205-20012
3《建筑钢结构焊接技术规程》JGJ81-2002;2
4《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345-1989;2
3《石油化工管式炉钢结构工程及部件安装技术条件》SH3086-19982
4《工业炉砌筑工程施工及验收规范》GB50211-20042
5《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》SH3085-19972
6《石油化工异种钢焊接规程》SH/T3526-20042
7《钢结构用扭剪型高强度螺栓连接副》GB/T3632-20082
8《钢结构高强度螺栓连接技术规程》JGJ82-20112
9《六角头螺栓》GB/T5782-20003
0《石油化工建设工程施工安全技术规范》GB50484-2008;3
1设计图纸与说明3
工程特点及工程量3
1工程特点3
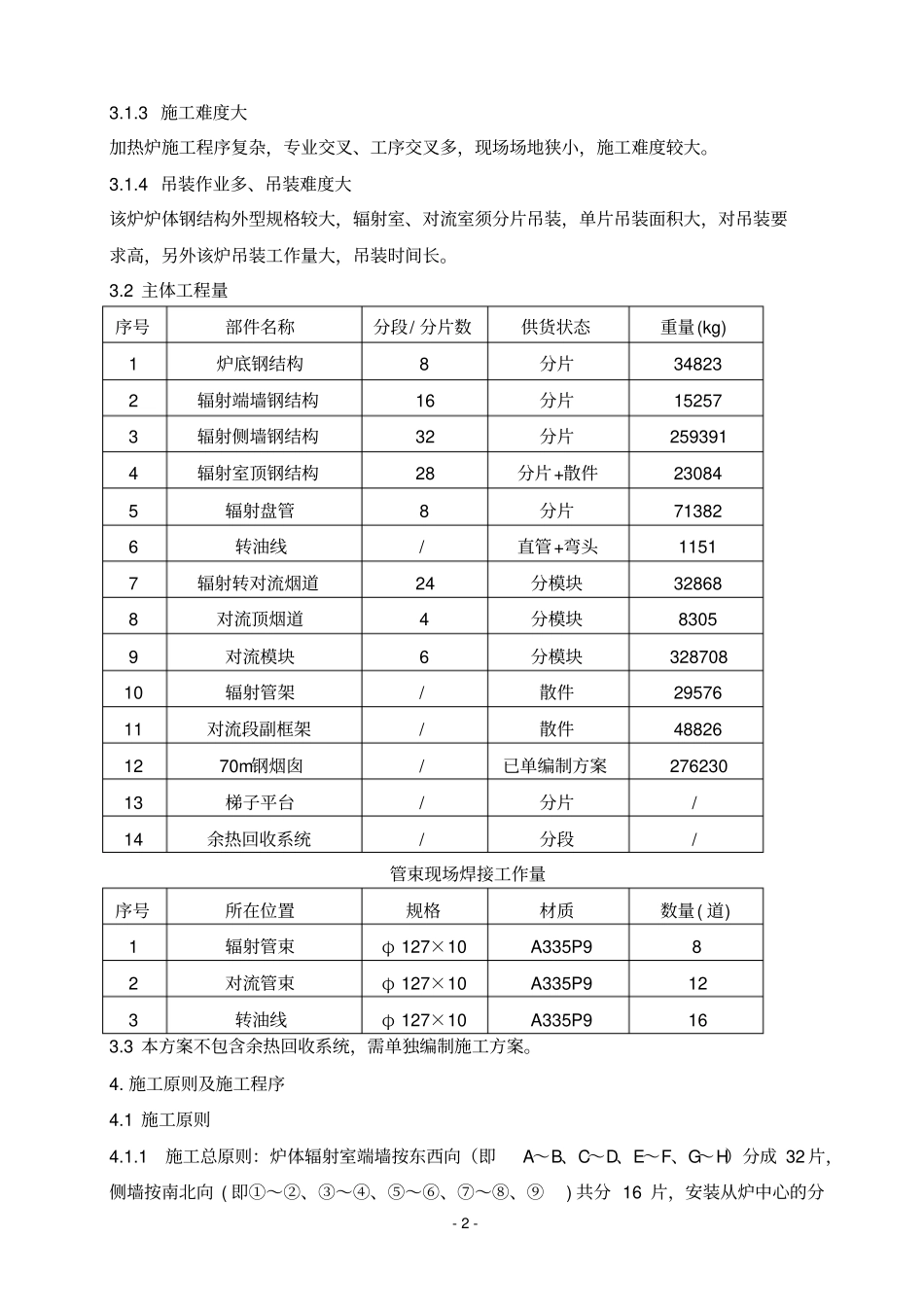
1炉工程量巨大该炉外形结构尺寸大,金属总重量688
210吨,非金属总重达619
2技术含量高,施工质量要求严该炉辐射管及对流工艺介质盘管采用进口材料,规格φ127×10材质为ASTMA335P9,故炉管为含铬量较高的特殊材质,焊接难度大,质量要求高