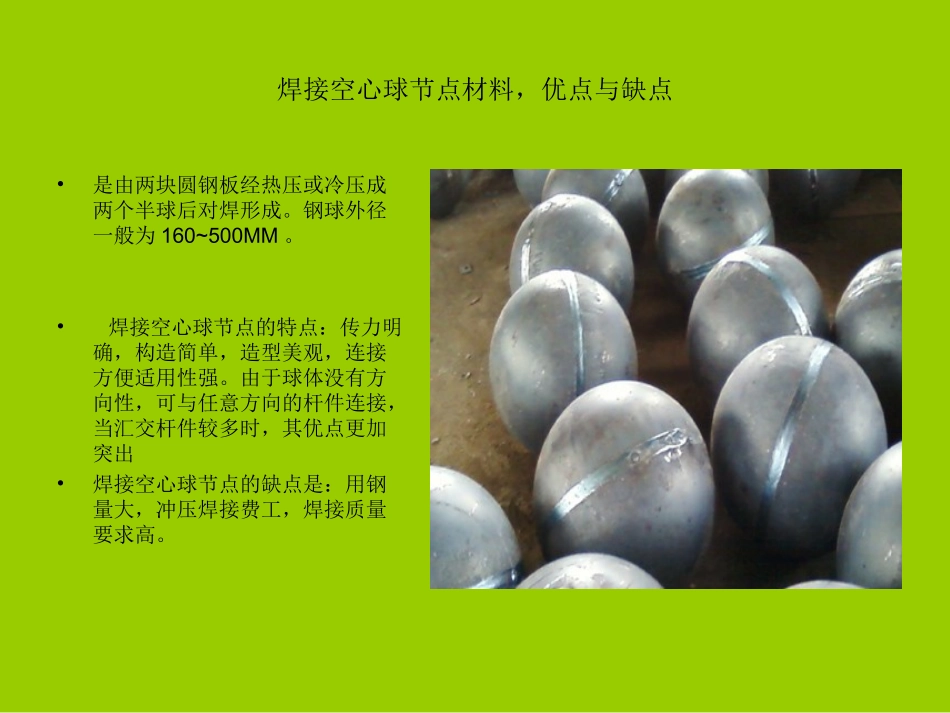
网架结构节点加工之焊接空心节点当网架杆件内力很大,(≥750KN),采用螺栓球节点,会造成钢球过量而使用钢量增多,所以考虑采用空心球节点焊接空心球节点材料,优点与缺点•是由两块圆钢板经热压或冷压成两个半球后对焊形成
钢球外径一般为160~500MM
•焊接空心球节点的特点:传力明确,构造简单,造型美观,连接方便适用性强
由于球体没有方向性,可与任意方向的杆件连接,当汇交杆件较多时,其优点更加突出•焊接空心球节点的缺点是:用钢量大,冲压焊接费工,焊接质量要求高
焊接球的制作主要工序•1
半球下料:按每种空星球的规格进行放样,将钢板仿型切割下料成半球坯清除毛边,编号登记
半球下料→加热→压制切边及切削坡口↘肋板下料又→车削外圆→组成→焊接→清理→验收→入库2
球胚加热:将切割好的钢板球坯放在发射炉上加热,温度控制在1000-1100℃3
压制切削:用压力机将球坯压制成半球体,用半球车床精加工车削成设计要求规格4
组成及焊接:将两个半球体焊接而成,分为加肋和不加肋二种焊接空心球的分类-有肋,无肋焊接空心球的加工方法•焊接空心球的加工有热轧和冷轧二种图为半圆球轧制过程A
为下料的圆钢板B
为加热后钢板,置于下模上轧制C
为已轧制的半圆球1
加热后的圆钢板3
下模(漏摸)热轧与冷轧有各自的优缺点,不过比较常用的是热轧这里就不一一介绍了焊接空心球节点的制作•焊接空心球节点是由两个热轧半球经过加工后焊接而成,如图所示
对加肋空心球,应在两个半球对焊前先将肋板放入一个半球内并焊好
半球钢板下料直径为2D(D为球的外径),加热温度一般在850-900℃,剖口宜用机床焊接空心球的制作示意图
下料,加热B
切边,剖口D